



























人类操作员与自动化“同事”肩并肩工作的情景日渐普遍,双方各司其职,携手完工。

曾经人们以为机器人是庞大而高安的设备,应用于艰难任务和危险环境的论述已经不成立的。尽管这种情况还是存在,但是机器人与人类操作员一同工作的协作式机器人在敏捷性任务中的应用不断增加。
这就发生在汽车制造业,第一个采用协作式机器人,或者叫cobot的公司是Skoda在捷克的Vrchlabi工厂。从2012年起来,工厂从汽车装配厂已经转型成为变速箱制造厂。工厂目前在DQ 200直推7速变速箱的生产上,雇佣了大约1,000人。工厂初期投资大2.45亿欧元(约合2.765亿美元)。2014年每天产量从1,000个提高到1,500个。今年,公司有投资2,500万欧元,每年产量提高到2,000个,总产量已经突破100万大关。
从去年年末开始,人类操作员迎来了新的Kuka LBR iiwa7轴轻型机器人。及掐人的重量只有23.9公斤,只用于完成一项特殊任务,即插入传动装置活塞。Skoda公司认为,这需要准确性和精密传输能力的紧密结合。
Skoda Vrchiabi工厂的厂长Ivan Slimák说,“新的轻型机器人对我们Vrchlabi工厂的变速器生产具有创新性意义。机器人能使我们复杂的生产不走变得更加简单,更加安全。我们在生产数字化的道路上大踏步前进。使用新的轻型机器人,我们Vrchilabi工厂内部联系地更加紧密。”

采用这种生产方法,是因为传动装置活塞对灰尘、油脂,甚至肉眼看不到的细小损坏都极其敏感。如果出现任何损坏,活塞就不能正常工作,对整个变速箱非常不利。但是,采用机器人就可以避免这种损坏。这就是他们在“质量”保证上采用机器人协作的原因。当然,这也可以免除人类操作员的单调作业。
此外,除了公司里总体的创新热情之外,Vrchilabi工厂本身也从转变生产变速箱以来,不断采用新技术。公司称,这种情况下,公司决定实行新的生产方法的试用结果得到了保障。公司证实,最新在另一个生产线上采用了3D扫描仪,第二种机器人已经准备在夏季加入程序安装。
当然,机器人有时显然是高强度操作中最理想的选择,因为有些事情,人类无法承受。机械操作产生大量的灰尘,最近安装的铝材零部件压铸件的研磨操作,就可以提现目前的高效率可靠性的基准了。
保证可行性
这种零部件的生产似乎是简单任务,但是当德国汽车组件制造商想要安装新的机器人单元加工底盘组件时发现,这个系统使用率达到百分之99.65。挑起这个难题的公司是德国籍公司AutomationRobotic(AR),在巴伐利亚的Massing。
据AR总监Alexander Steiger,该系统事实上结合了4个设计与执行单元。每个都是专门用于单一零部件,并供应给戴姆勒汽车。举例来说,其中一个使用6轴Yaskawa机器人 — 一种大型MS 80W和一个小型MH 50 — 完成在加工厂的所有装卸工作。前一个机器人达到2.2米,负载能力达到80公斤,用于材料运输和加工。
程序开始是利用传送带运输组件到达机器人单元。单元的窗口会自动打开,让MX 80W检索零部件,然后关闭窗口,密封,之后开始磨削操作。
为此,磨削工作站的大型机器人要执行多个作业步骤。然后,机器人就把零部件送到夹具,由直线型MH50来完成磨削流程。整个循环时间仅有30秒钟。这里的系统设计,使得两个机器人在各自的工作站同时工作,同时间里,工作单元里都有组件。磨削完成之后,MS 80就把零部件就从夹具中拿开,返还到传送带上。
在百分比数据转化成每日语言时,可用性数据就更加震撼人心。正如Steiger指出的那样,允许的停工时间“每24小时里只有5分钟”。其原因有很多。其中一点就是在磨削材料损耗上使用基于传感器的补偿,机器人选项就会自动调整,保持质量。但是,这种能力在制造零部件的上游模具损耗造成的工件变化补偿上也使用。在第一种情况下会涉及5个表面,而第二种情况会影响多大20个面。
另一个因素是强大的除尘装置,避免机器人堵塞,以及可能的爆炸性空中材料浓度。然而,还有一个就是能够用同一个机器人加工和运输材料,而不需要中间更换工具的能力。因此,Steiger非常相信,为自动磨削“设立标准”能够提高速度、可靠性和安全性。
与此同时,另一家德国一级供应商在作业区域安装了送递系统,该系统结合了人力向导和能够完全替代人力作业的动力系统。这个公司就是Akkutem Energietechnik。这是一家年轻的公司,建于1997年,地点在Herzberg am Harz。公司在蓄电池充电器部门雇佣了40人,为很多汽车业客户服务。
在派送之前的主要质量控制程序就是电池检测,看看是否存在瑕疵,比如高电压泄漏,特殊检测站中的冷启动电流测量。电池被装到货盘上,用铲车送到检测站。但是刚刚不久前,还需要人力在检测站上将电池从货盘上卸载。鉴于电池重量达到20-27公斤,因此在一次工作班中,一个工人可能会提37吨的货物。这个过程中的极其缺乏人体工学效率,因为如果电池掉下来,会导致肌肉劳损和严重伤害。如果出现损伤,后果一定非常严重。
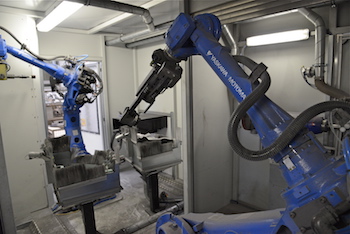 At Skoda’s Vrchlabí plant, robots remain the realistic option in more hazardous operations
At Skoda’s Vrchlabí plant, robots remain the realistic option in more hazardous operations
有一个方案尽管不简单,但还是需要的。电池在形状和尺寸上无法统一,集合结构上大相径庭,比如内置手柄。实行这个方案的有JumboFlex Battery真空管系统,是由Schmalz公司提供的。Schmalz公司是汽车电池送递专家。该系统使用一个手持式把手装置,将真空生成来源与一个高价起重机系统连接,可以举起或放下装货,并且只要人力操作员一点点劳动力就能运到旁边。
这种把手的特点就是使用了封闭泡沫和吸力电阻,从上面可以提起电池,而不是从旁边夹起来。这是系统能够实现独立于电池外部结构效率的关键。据Akkuteam公司称,该系统完全可行,不仅可以减少员工的损伤,还能避免产品受损。
虽然基础系统仍然需要人力参与,但是Schmalz称,这种理念在新概念智能工厂中仍然可以兼容。据公司真空组件开发业务部长Walter Dunkmann说,公司已经开始启动这个程序,并且把重点放在“工业4.0之前”智能程序交流上。他肯定地说,今天公司已经“在4.0兼容设备上融合了传感器和出动功能。”
晾衣绳自动架空构架系统中,纯粹人力材料送递程序在组件清洗过程中提高了速度和效率,这对综合后面的制造非常关键。实行这一系统的是Unipart Powerstrain Applications在考文垂的工厂,他们生产的不锈钢燃油扶手用于Ford Focus发动机上。
 A new ultrasonic cleaning line not only helped Unipart’s bring the component-washing process in-house but improved output levels
A new ultrasonic cleaning line not only helped Unipart’s bring the component-washing process in-house but improved output levels
在使用中需要完整的装配,才能在180bar压力下进行操作,这些装配在氦和200bar压力空气下进行测验,才能承受严格的控制。燃油把手的制造程序中,组件部分要与铜焊技术相结合,因此非常依赖接合表面的清洁度。
Unipart购入有关零部件,但之前是为了保证清洁水平自己供应的。虽然这种安排使Unipart实现产品完整性,但是最近决定向厂内引进清漆程序。
这是因为这种程序对公司解决不断增加的压力非常关键,或者说公司产品会在今后逐步遇到这种情况。
因此公司从供应商Turbex订购了一个5级超声波清洗线,但是初期需要人力操作,组件可以随着顶部的机架移动,并且手工放进置物槽中。目前的生产水平是每周4,500个,到今年年底有望提高一倍,达到每周8,500个。这是由于工厂采用一个自动化传动定系统,根据Kanban “拖拽”调度机制,清洗组件。
在目前操作中,该装置使用5个传送机,每个能够装载一两个组件筐,沿着线路自动运输。传送机在每个浸池上方停顿,将筐子放进池中,然后夹起来送到下一个阶段。装配需要的组件包括主轨、注射杯和注射管、辊环、入口和端塞,还有固定腿。在操作中完全不需要人力介入,这样5个传送器可以同时进行操作,所有周转时间仅有10分钟。