Partes complejas, ajustes de precisión, margen de error nulo; no es de extrañar que la automatización sea un ingrediente vital de las líneas exitosas de ensamblaje del tren de potencia
 Las líneas modernas son más rápidas, más seguras y más fiables que nunca, gracias en gran parte a la automatización. Mientras que las líneas intensivas y dedicadas diseñadas para el alto volumen de producción fueron la norma en el siglo 20, en años recientes la flexibilidad está cada vez más cotizada. Como ejemplo de esta filosofía, ABB Powertrain Robot Systems y Ford Powertrain Manufacturing Engineering han completado recientemente el desarrollo conjunto de un avanzado sistema flexible de ensamblaje de culatas (FCHA).
Las líneas modernas son más rápidas, más seguras y más fiables que nunca, gracias en gran parte a la automatización. Mientras que las líneas intensivas y dedicadas diseñadas para el alto volumen de producción fueron la norma en el siglo 20, en años recientes la flexibilidad está cada vez más cotizada. Como ejemplo de esta filosofía, ABB Powertrain Robot Systems y Ford Powertrain Manufacturing Engineering han completado recientemente el desarrollo conjunto de un avanzado sistema flexible de ensamblaje de culatas (FCHA).
Ensamblaje flexible de culata El diseño FCHA de ABB mejora los sistemas tradicionales de ensamblaje en serie permitiendo que se puedan montar simultáneamente múltiples arquitecturas de culata sin necesidad de cambios que paren la producción y requieran tiempo. Esta tecnología proporciona una plataforma modular y flexible basada en el procesamiento paralelo que minimiza y, en muchos casos, elimina el uso de estaciones dedicadas. Es importante destacar que el sistema incorpora redundancia para operaciones críticas y permite que los volúmenes de producción se puedan ajustar fácilmente, según sea necesario.
Un sistema FCHA completo cuenta con 15 robots ABB que comprenden cuatro modelos diferentes de seis ejes de carga media y alta. Ciertos módulos del sistema pueden integrarse en las estaciones de ensamblaje de culatas tradicionales existentes, como las que se utilizan para la instalación de tapones, dispensado de selladores, ensamblado de válvulas y ensayos.
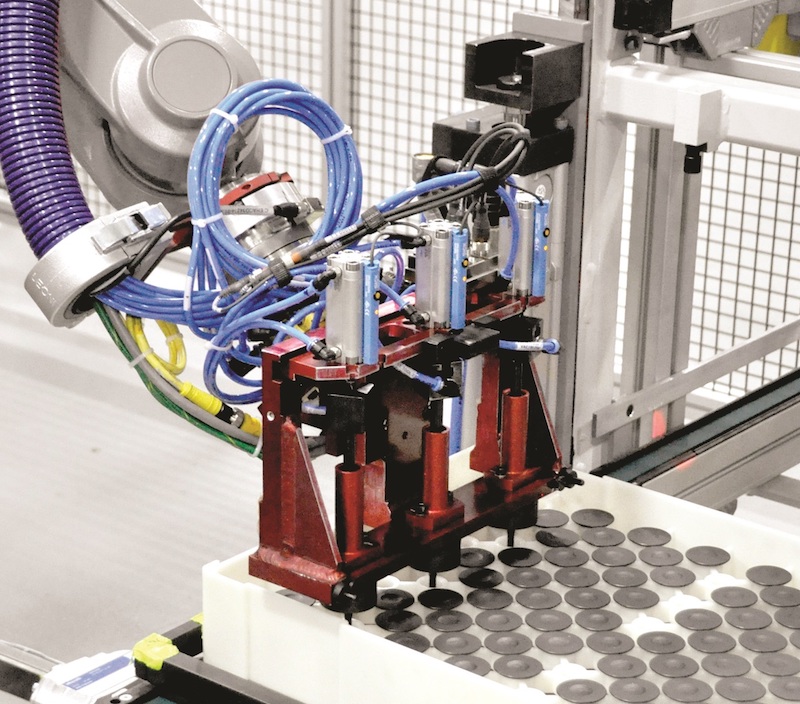
Los cambiadores de herramientas robóticos y los sensores de fuerza/par de seis ejes de ATI Industrial Automation se utilizan de forma intensiva en el sistema. Los cambiadores de herramientas robóticos proporcionan flexibilidad al robot al permitirle cambiar los efectores finales automáticamente. Se incluyen varios tamaños de cambiadores de herramientas robóticos, permitiendo al sistema tratar con hasta tres tipos de piezas de cilindro diferentes. La gama de modelos de cambiadores de herramientas ATI permitió a ABB maximizar la carga útil y la capacidad de par de cada uno de los cuatro robots.
Por ejemplo un cambiador de herramientas QC-11 de acero inoxidable, con sus puertos axiales y pequeño tamaño, es crítico para lograr 110 mm de espacio mínimo en la servoprensa de paso ajustable de 20kN. Esto permite que el sistema FCHA presione dos partes a la vez, ahorrando tiempo de ciclo y reduciendo el número de máquinas requeridas para cumplir con los requisitos de tiempo de ciclo de Ford. ATI desarrolló un módulo pequeño y compacto de identificación de herramientas para el QC-11, proporcionando un identificador único para cada herramienta de prensa.
El sensor de fuerza/par de seis ejes Omega 85 de ATI es también un componente clave del sistema, proporcionando la capacidad de instalar vástagos de válvula con fuerza mínima. El sensor mide los seis componentes de fuerza y par, enviando información exacta al robot. Esta funcionalidad permite que el robot prácticamente "sienta" la pieza y reaccione adecuadamente a la fuerza, aumentando su precisión y minimizando cualquier posible daño en la pieza.
Los primeros cuatro sistemas FCHA están destinados a las plantas de motores de Ford en los Estados Unidos, Canadá y México. Ford ha designado el sistema como proceso interno (BOP), estableciéndolo como el nuevo estándar de diseño para todas las líneas de ensamblaje de culata instaladas en las plantas de fabricación de motores de la compañía.

Diseño simultáneo de producto y líneaSiguiendo con el tema del tren de potencia, pero esta vez en América del Sur, Comau dice que ha creado una nueva línea de motores para Fiat Chrysler Automobiles (FCA) en Brasil con capacidad para producir 400.000 unidades al año. Diseñada para adaptarse a la familia global de motores Firefly utilizados en el nuevo Fiat Uno y Fiat Mobi, la línea está instalada en la planta de Betim de la compañía.
La primera etapa del proyecto consistió en un proceso simultáneo de ingeniería en el que los profesionales de Comau y FCA de Brasil e Italia definieron el proceso de fabricación, así como los conceptos de la cadena de ensamblaje, sus estaciones y equipos. Después Comau comenzó a diseñar el equipamiento necesario para la línea. Expertos técnicos e ingenieros participaron en esta etapa, además de proveedores de automatización.
Según el gerente de proyecto de Comau Brasil, Eduardo Sousa, este fue un proyecto muy inusual. "El gran reto fue diseñar la línea de ensamblaje simultáneamente al desarrollo del motor", dice. "El equipamiento tuvo que ser desarrollado con la máxima flexibilidad para absorber todos los cambios realizados en el producto a medida que avanzaba el proyecto".
Producida enteramente en Brasil, la línea de ensamblaje es una solución flexible que incluye robots, cámaras integradas, sistemas de ensamblaje y estaciones. La línea se compone de dos secciones de transportador de rodillos volantes de 220 metros de longitud (para el ensamblaje de bloques cortos y largos) y otros 30 metros para el pre-ensamble de las culatas. También se incluyen 460 palés específicos para diferentes funciones, así como 12 grúas de techo, nueve sistemas AGV, 54 sistemas automatizados de suministro de bastidores y 21 sistemas de suministro de componentes.
Asistiendo a la demanda de una mayor flexibilidad, el sistema tiene el potencial de ensamblar los componentes de línea en diferentes posiciones, mientras que en las líneas más antiguas sólo podían aplicarse en una determinada posición.
"Es ciertamente uno de los mayores proyectos jamás realizado por Comau Brasil, que proporciona el alto grado de automatización necesario para cumplir con los nuevos requisitos de producción de FCA", dice Sousa. "En la fase de instalación estuvieron involucrados aproximadamente 200 profesionales en el montaje y pruebas del equipamiento, incluyendo programadores, mecánicos, electricistas y especialistas en fluidos. Comenzamos con un piso vacío y sin accesorios instalados, pero hoy en día la línea está operando de forma continua para satisfacer las necesidades de producción del cliente".
Nuevas normas tecnológicas para la unidad de ensamblajeLa historia de éxito es similar en Fichter Maschinen GmbH de Eichstetten, Alemania, un especialista en sistemas de ensamblaje que ha producido recientemente una unidad de ensamblaje altamente compleja para un proveedor de automóviles que, según la empresa, representa nuevos estándares tecnológicos. En el núcleo logístico de la instalación hay 10 robots de manipulación Motoman y controladores Yaskawa DX200 Twin.
La unidad de ensamblaje era necesaria para la fabricación de un componente de motor en Transilvania, Rumania, donde los robots tipo Yaskawa Motoman MH12 enlazan y automatizan 25 estaciones de procesamiento del sistema modular Fichter.
Los exigentes requerimientos de los clientes exigían el ensamblaje fiable de nueve piezas individuales, cada una con varias versiones de cinco módulos diferentes, trazabilidad continua, autonomía de 30 minutos y operabilidad del sistema por un solo empleado. La decisión de utilizar robots para la manipulación se tomó en una etapa temprana porque las piezas individuales tenían que ser montadas y giradas de forma rotatoria. Este era el único modo de garantizar el alto grado de flexibilidad exigido por las diferentes variantes. Además se descartó un sistema de portal debido a la limitación de la longitud de unidad. La mayoría de los robots instalados en el sistema están equipados con una pinza gemela que en un ciclo por estación siempre elimina una parte del motor e inserta otra. El tiempo de ciclo es de 20 segundos.
Algunos de los procesos de ensamblaje más importantes del sistema totalmente automátizado son: los módulos de sujeción y engarzado servo motorizados con monitorización de fuerza/trayectoria; el engrase de piezas individuales del motor con un sistema de pesaje para monitorizar el consumo de grasa; las estaciones de control de altura, diámetro, par, concentricidad y desviación axial; y el marcado y etiquetado. Todas las partes individuales son alimentadas por sistemas estandarizados del sistema modular Fichter: BoxStore, StepStore, StackStore y SlideStore. Debido a la complejidad del proceso, el sistema también está interconectado por un sistema portador de piezas de trabajo, el Fichter DuoFloor.
El Yaskawa DX200 Twin permite la coordinación de dos robots de hasta 18 ejes. Se descarta una 'situación de choque' dado que cada robot conoce la posición de sus análogos, y al mismo tiempo puede aprovecharse de forma óptima la densidad de robots en la instalación de ensamblaje.
El sistema de Fichter es capaz de la inspección y seguimiento completo de cada componente en cualquier momento dado. Si hay errores, éstos pueden ser identificados y solucionados rápidamente. Para ello se ha dado gran importancia a la integración de las tecnologías de la información y comunicación. Como resultado, la monitorización de extremo a extremo de datos de proceso se utiliza para el diagnóstico y ajuste de procedimientos de ensamblaje, mientras que el mantenimiento remoto se usa para las asistencias puntuales y la optimización por parte del fabricante.
Etiqueta visual en la fabricación de motores para trabajos pesadosLa automatización eficaz toma muchas formas y apariencias, tal y como Detroit, filial de Daimler Trucks North America, puede atestiguar. Detroit produce motores de camiones comerciales para clientes como Freightliner y Western Star. En su planta de fabricación de 3 millones de pies cuadrados la compañía produce un nuevo motor cada 2,5 minutos.
Décadas tras la introducción a gran escala del KANBAN, los libros de fabricación y las instrucciones de ensamblaje siguen siendo práctica estándar en la línea de producción de Detroit. La planta de fabricación de motores de la empresa usa unos 500 libros de fabricación cada día, impresos fuera de planta en un plazo de 48 horas, siendo cada libro de 45-60 páginas. La secuenciación es generalmente pobre ya que puede haber cambios diarios en los requerimientos de fabricación.
 Las etiquetas View 10 de Omni-ID reposan en los compartimentos para los libros de fabricación de los AGVs en Detroit
Las etiquetas View 10 de Omni-ID reposan en los compartimentos para los libros de fabricación de los AGVs en Detroit El reto fue implementar un sistema para monitorizar el movimiento de los motores en la planta de producción y reemplazar las instrucciones de fabricación. Detroit fabrica cuatro modelos de motores que difieren en economía de combustible, potencia y par. Por esta razón, la empresa necesitaba crear un proceso de fabricación más flexible que permitiese que todos los modelos se construyeran en la misma línea.
Además, la solución seleccionada tendría que operar dentro de la disposición de planta existente. Detroit puede tener más de 90 AGVs moviéndose a través de la producción, cada uno llevando un tipo diferente de motor, por lo que es imprescindible que el libro de fabricación ser capaz de asociar cada AGV con el tipo específico de motor que está transportando.
La solución escogida fue ProView de Omni-ID con la etiqueta View 10, una etiqueta visual de 10" con una pantalla electroforética que puede proporcionar tanto instrucciones de texto como gráficos. Aquí se combinan tecnologías de comunicaciones RFID, infrarrojos y WiFi para dotar de inteligencia en tiempo real a los operadores.
El equipo de operaciones de Omni-ID trabajó estrechamente con Detroit, realizando visitas a planta para entender las limitaciones de software, hardware y proceso, y descubrir oportunidades de mejora. Se realizaron pruebas para determinar la solidez de la red inalámbrica, de modo que las etiquetas pudieran comunicar su ubicación, recibir instrucciones y conectarse con el software de producción existente.
Las etiquetas View 10 se colocan en los compartimentos existentes en los AGVs para los libros de fabricación y permanecer inactivas hasta que llegan a una estación designada en la línea donde reciben el libro de fabricación asociado, que depende del tipo de motor que porta el AGV. Este concepto permite a Detroit construir múltiples tipos de motores, con múltiples opciones y configuraciones a medida, a lo largo de una misma línea de fabricación.
A medida que el motor avanza de estación en estación (hasta 55-60 estaciones de ensamblaje), las instrucciones de trabajo se muestran automáticamente en la pantalla del View 10. Para asegurar la precisión en tiempo real, el software ProView consulta el sistema de Detroit cada 15 minutos para determinar si se ha cargado un nuevo libro de fabricación. Una ventaja importante del View 10 es que las actualizaciones de instrucciones en tiempo real se pueden ejecutar y comunicar a la línea, lo cual es imposible con instrucciones en papel.
Además, ProView ofrece una vista completa del proceso de extremo a extremo, proporcionando la capacidad de localización y generación de informes en cada etapa de la fabricación. Cuando se finaliza la construcción del motor se eliminan las instrucciones del View 10, que está listo para ser reasignado y recibir su siguiente tarea. Con un ahorro anual de más de 7 millones de piezas de papel, el retorno de la inversión se espera en 12-18 meses.
En la planta de ensamblaje de motores de Ricardo en el Reino Unido se ha implantado un nuevo sistema de dinamómetro de fin de línea, proporcionando una capacidad de test de última tecnología para algunos de los motores de superdeportivos más potentes del mundo. Marcando la culminación de una inversión de 24 meses y 2 millones de libras esterlinas, se ha completado la implantación del sistema de pruebas en el Shoreham Technical Centre de Ricardo. Con una capacidad de potencia y par superior a 700 kW y 900 Nm respectivamente, la instalación amplía la gama de pruebas que se pueden realizar como parte del proceso de producción, al tiempo que ofrece altos niveles de automatización para mejorar la productividad.
El sistema permite testar un tiempo de planta de tan sólo 35 minutos. Esto incluye el ciclo de test completo de interrupción y apagado de potencia (BIPO) de 20 minutos que se realiza para cada motor (incluidos los motores de mayor potencia) que se fabrica en la planta de motores de Ricardo. "Este nuevo sistema de pruebas es la última parte de una expansión muy significativa de nuestra planta de ensamblaje de motores del Reino Unido, y aumenta nuestra capacidad de pruebas BIPO y el rango de potencia y par de los motores que podemos testar, incluyendo la conformidad de la producción", dice Mark Barge, director gerente de productos de alto rendimiento de Ricardo. "Esta planta automatizada es más eficiente y productiva, y a prueba de futuro para satisfacer mejor las necesidades emergentes de nuestros clientes".