



























Digital tools are playing a major part in innovating every area of production. The press shop is no exception, with data gathering and AI increasing the visibility and efficiency of the forming process
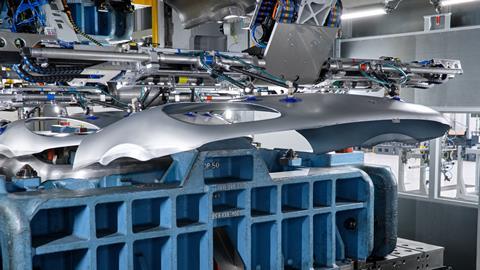
For the last two years the city of Halle, a short distance to the Northwest of Leipzig in eastern Germany, has been the location for what is claimed to be ‘the most modern press shop in the world’. That claim is made by press shop system supplier Schuler for what it formally titles the Smart Press Shop (SPS), which operates on a 32-acre site in an industrial park on the edge of the city adjacent to the local highway.
That location is important because though the Smart Press Shop quite specifically employs Schuler’s most advanced control and networking software it is not simply a demonstration facility. Instead, it is a joint venture between Schuler and high-end car maker Porsche with most of the parts it makes transported down the highway to the Porsche plant in Leipzig. The equipment at the plant includes a servo press line with an output of 20 strokes per minute, a try-out press and a laser blanking line.
Further details are confirmed by Klaus Linnig, head of Schuler’s automotive division. “The Smart Press Shop has around 130 employees at the moment, but the number is planned to grow substantially,” he says. “It offers body and structural parts as well as smaller assemblies. The servo line can do up to four million strokes per year with up to four parts per stroke. Several OEMs and Tier-I suppliers are now customers though most of the stamped parts go to Porsche.” One vehicle for which the SPS makes parts is the Porsche Macan.

Developing the Smart Press Shop
Linnig explains that Schuler has implemented several applications from its Digital Suite in the Smart Press Shop’s servo press and laser blanking lines and that all of them are available to other customers as well. The facility is therefore emphatically not an example of highly customised technologies that could not be equally applicable elsewhere. He does add, though, that across the SPS as a whole “there are also digital solutions implemented that are not part of Schuler’s Digital Suite such as the ERP system”.
Linnig says that the SPS is equipped to manufacture steel as well as aluminium blanks and sheet metal parts though at the moment mainly aluminium is processed. He adds that the usage of that material involves a closed loop logistical chain in which the supplier Novelis takes production scrap back to its nearby Nachterstedt plant where it is converted into new, production-quality rolled sheet before being returned to Halle.
Linnig also confirms that the physical production processes at the plant have significant innovatory attributes. “The blanking line as well as the servo press line represent the latest technology and include many innovations in mechanical design as well as in their control,” he states. “In addition, the crane system helps to reduce the die set-up time for the economic production of small lot sizes.” He notes that the fact that the plant achieves this by means of “a fully automated servo press line with less than 300 pieces is an industry first”. Meanwhile another feature of the actual physical processes at the plant that Linnig highlights is the die pre-loading sequence. “By using two cranes in parallel, completely clamping lower dies and coupling media, the time required to prepare the next die set is cut in half, improving efficiency and allowing significantly smaller batch sizes,” he explains.
“By relating the specific roughness and oil film data to the respective blanks it becomes possible to predict how each one of the blanks will behave during downstream press forming…” – Klaus Linnig, Schuler
Track and trace replace trial and error
But it is in its use of tracking and monitoring technologies that the SPS optimises its physical production processes. “For instance, by adjusting the press line parameters based on the measurements taken of the coil, parts that would otherwise have been graded as out-of-spec will leave the press line as OK products,” says Linnig.
An example cited by Linnig is the capability of individually re-oiling each blank. “The surface roughness and oiling condition of incoming coils are two quality-critical parameters in a press shop because they determine the friction acting between the blank and the draw die,” he explains. “By relating the specific roughness and oil film data to the respective blanks it becomes possible to predict how each one of the blanks will behave during downstream press forming. In turn this knowledge provides a basis for optimising the pressing process, for example by adjusting the oil dispensing unit at the press line entry.”
Therefore, an inline measurement system able to provide reliable data about strip thickness, surface roughness and oil film condition is installed at the blanking line entry. “This enables the parameters of the press to be optimally set to increase the share of OK parts in spite of variation in material properties,” confirms Linnig.
“Previously line adjustments, to account for variations in surface roughness and oil film condition, used to be a matter of trial and error and depended to a large degree on the press operator’s individual skills,” continues Linnig. “But now, thanks to the track-and-trace system, data science can make decision-making more precise and achieve higher accuracy of repetition.” He adds that not only does this help avoid out-of-spec production but that the reduced scrap rate also has a direct positive impact on the press shop’s carbon footprint.
Improving process visibility
Elsewhere, cameras in the press line monitor the forming process. They can detect foreign objects such as punch residues in the die and check whether the parts have been correctly inserted, formed and removed. In the event of a registered deviation from the target state the press stops immediately.
Schuler calls the system Visual Die Protection or VDP and at Halle it is supported by a further software capability called VDP Analyser that makes use of artificial intelligence (AI) to enable the causes of errors to be investigated. It allows fluctuations in the time curve to be presented visually to provide an overview of exactly when deviations from the normal state occurred. The user can then retrieve the images associated with those times and use them to identify the error sources.
A further point that Linnig stresses is that the SPS operates a track-and–trace system that interlinks each individual product with the relevant material and production data. Indeed, it tracks every metre of strip that is downcoiled and fed into the laser blanking line along the entire production chain up to the point where it leaves the press line as a shaped component. “All data from the strip measurements are sent via a data interface to the track-and-trace system which then interlinks them with the respective blank data,” confirms Linnig.
The laser blanking line is equipped with two cutting heads for processing strip material with a width of up to 1,880mm. By recording various measured values of the system and the coil material, as well as using a ‘smart marking’ technique, the system that supplies the blanks for the servo press line is also the starting point for the track-and-trace system that is fundamental to the achievement of the facility’s quality control targets.

Material management
“Each blank is laser-marked on the fly with a specific ID code that makes it possible to identify the blank as it passes through the various production stages,” Linnig explains. “All relevant product information is stored in a database and can be accessed at any time to check what coil each individual product originates from and what material properties it possesses.”
Moreover, continues Linnig, the fact that the track-and-trace system has direct access to the data in the process control system ensures that only first-hand information is stored. In turn this means that the resulting “high process transparency” makes it possible to forecast production issues. “The track-and-trace system therefore plays a crucial role in minimising waste and guaranteeing high product quality,” he confirms.
The implementation of the track-and-trace system is, in fact, an area in which Schuler cooperates with another software supplier - in this case the appropriately named provider of ‘edge’ and ’cloud’ computing applications German Edge Cloud (GEC). The company supplied a central software module for the track-and-trace system. But for its part Schuler indicates it is developing further modules according to a ‘user centred design’ approach. The front end will run on various mobile devices, which will specifically enable the two companies to bundle their resources to optimal effect.
The consequence of all this is a closed quality control loop that enables an optimisation of production. Furthermore, using open interfaces to MES systems or cloud platforms, the use of artificial intelligence from the field of machine learning makes it possible to monitor and control production. While Schuler acknowledges that the relevant developments are still in their infancy the company nevertheless believes that their initial implementation at the SPS is already being vindicated at a practical level. It cites as examples the re-oiling of the blanks and adaptive control of the die cushion to reduce component defects such as cracks.Interestingly Linnig adds that for the “near future” work is already being carried out to introduce enhanced automation of this part of the overall process. He indicates that AI and simulation-based technologies will be involved.
Linnig also highlights the fact that the SPS makes use of the technique of digital twinning. “The forming process and part flow in the servo press line are simulated in advance,” he states. In this context a specific Schuler software system called DigiSim detects so-called ‘interference contours’ and ensures the necessary safety distances by simulating the movement of slide and transfer. “This means that collisions between all elements can be predicted and avoided by adapting the programming,” he says. “At the same time real tests and set-up processes are shortened.








No comments yet