LMI Technologies offers insights into current trends in automotive quality control requirements and the technology solutions available.
PARTNER CONTENT
This content was produced by AMS in partnership with LMI
Like all production related processes, development of automotive quality control operations continues at pace and is now focussing on the challenge of new vehicle architectures and electric powertrains. Edwin Popp, Global Account Manager Team Lead – EMEA for 3D scanning and inspection systems provider, LMI Technologies, notes some of the trends he’s seeing in requests from clients and in vehicle developments.
“In our sphere (3D vision inspection systems), we are seeing demand for higher accuracy, but perhaps the most important focus is on the speed of the scanning process. The use of different materials is also a growing challenge. For example, with electric vehicles (EV) there are more copper components now and more aluminium being used, which we must be able to scan.

“Initially we had some difficulties using our blue light lasers for scanning the copper parts, but we had alternatives and worked out that the red laser is better for this application. So, some of the technical changes are being driven simply using different materials.”
Multi-material structures are not a new idea, but as OEMs and tier suppliers seek to optimise the weight of EVs, a mix of composites and metals in certain structures is becoming more common. Popp notes that this is something he is seeing influencing scanning process and technology development.
“At a recent trade show one of our customers demonstrated a solution using our sensor technology, where they were scanning not just composites, but the mix of composite and aluminium.”
Challenges in automating processes
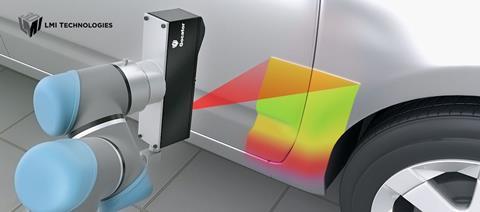
Automated, inline quality control is something many of LMI’s customers seek to install and optimise but this needs careful consideration as where it’s best deployed. Popp says the current focus for LMI remains on assembly operations, around the areas including headliner inspection and gap and flush checks.
“Gap and flush checks have for a long time been done manually using handheld sensors, but there is now a greater demand to automate this process. So, the car gets checked by moving through the production process with robots preforming the checks. In this application our sensors do a good job, but this requires alignment with the robot kinematics and with the movement of the car. That makes it, let’s say, challenging to get the right takt time.”
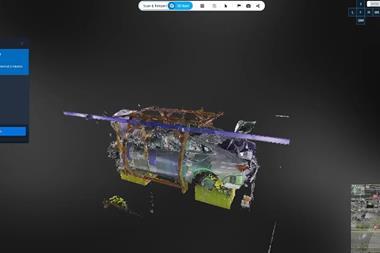
One of the interesting projects that LMI has been working on is providing its Geolocator multi-sensor system to inspect multi-model automotive headliners (see box below). Commenting on the development for this application Popp says:
“We have a big portfolio of software tools which we can combine, and if needed, adjust with our GDK. The major development on this project was aligning the sensors. We developed a new method which is faster, more accurate to align the sensors to each other, to enable them to scan those big and delicate parts.”
Further automation of assembly processes does offer potential for efficiency gains but there are still many challenges as Popp notes:
“For us one of the most challenging parts of automating processes can be to get the robot aligned with the camera, giving the robot the ‘eyes’ to see where it needs to go. One of the complications in doing this is the number of the different vehicle models and variants. For example, the robot must also know what car is coming, what body style or shape and where the gaps in the flush are for instance, that’s challenging.
“Something else we are working on is the mounting of the digital displays in the vehicle interior. A lot of vehicles now have these as part of the cockpit, and it is very important to mount them correctly and this is another automation challenge.”
Shifting the focus to electric vehicles (EV) these new architectures and powertrains also present challenges in quality control but they also offer opportunities to LMI. The vehicle structures and particularly the battery enclosures have their own requirements, and the battery pack and electric motor and control systems also have very stringent quality standards. These are newer areas that LMI is now working in.
Continuous development and improvement
To keep pace with the changes in vehicle component technologies and materials, LMI is continuously developing its technologies and competences, and this also includes acquiring expertise through other companies. Popp offers some examples.
“We acquired a company that specialised in dual access, confocal sensors and we have also been developing and investigating new technologies, such as acquiring 3D images inline. Our latest technology is the Gocator 4000 series, where we really can look deep in inside holes and get a very clear, crisp scan and image.”
As well as the hardware LMI is continuing to develop its software solutions and part of this includes artificial intelligence (AI). This digital development has become a hot topic as it offers great potential, but Popp believes it is not always the right solution.
“We have AI as part of our product range. We see a lot of interest in this from customers, but we don’t consider it as a solution for every application. It’s necessary to consider the requirements of a given application, what the challenges are. It is important to clearly identify if is AI needed or suitable, or if a simpler rules-based solution works and is maybe preferable being faster, cheaper and more efficient.”
Close collaboration with client training
With continuous development of technologies and solutions, training and upskilling are important for both LMI and its customers. As well as delivering the solutions, LMI must also ensure that the operational teams at the client’s facilities are also able to fully utilise any new systems and maximise the benefits from new solutions.
“We always work with the clients, so they fully understand the technology and application. Our aim is to get the operational teams into a position where they can adjust even to correct if there is any issue in the application. For that reason, we do always a hands-on training.
“Internally we have created a training department, where we provide several training programmes from the beginner level, up to higher skills for programming, where customers can book a training session and attend either remotely or in person. This is something we see as very important for us and the customer, and we always recommend it to customers if they start using our product.”
Watch: In Line Dual Sensor Gap and Flush Inspection
Case study: Gocator multi-sensor system – automotive headliners
Applied Manufacturing Technologies (AMT) is North America’s largest independent automation engineering company supporting manufacturers, robot companies, systems integrators, line builders, and users of robotic automation worldwide.
The Application
The overall goal for this application is to detect the presence and location of various features on the interior of an automotive headliner. Mainly, this includes cables and “hicks”. Hicks are hard foam blocks that create a space between the vehicle roof and the headliner shell.
Maintaining the correct location of these features is particularly important as it relates to airbag deployment. If cables or hicks are in the wrong location, they can interfere with airbag deployment.
The Challenge
Manual inspection can be done by placing the headliners into a hard check fixture and using a series of feeler gauges to check for proper location. This process is time-consuming and not practical for 100% inspection level. It also does not check for cable placement.
2D inspection is insufficient in this case because there is a height element to the cables and hicks that would go undetected by 2D cameras. Cables and hicks can both be lifted, which is considered a failure mode.
The Solution
For the application, AMT designed and built a complex conveyance and fixturing system. This design holds the headliners in a repeatable manner, which prevents issues associated with the headliners bending, or being over constrained. These issues can influence measurement accuracy.
As the vision component of this system, AMT implemented a multi-sensor system consisting of six Gocator sensors fixtured on an overhead servo system to traverse the automotive headliner. The system is used to locate key mounting block, connector, and wire harness locations on the headliner. The Gocator multi-sensor solution includes two tooling locations for headliner models. This unique configuration allows for a single inspection system to service two different models with zero changeover requirements.
Find out more about LMI Technologies here