



























PARTNER CONTENT
This content was produced by Automotive Manufacturing Solutions in partnership with Cintoo.
As automotive manufacturers digitise operations and look to modernise legacy facilities, the ability to convert laser scan data into actionable, cloud-based digital twins is becoming essential.
Flexibility is a priority for vehicle makers and tier suppliers as they rebalance their respective manufacturing operations across ICE and EV production. As well as designing and building new factories, there is a lot of focus on redeveloping existing brownfield sites and digital twins are proving to be invaluable in speeding the process and reduction costs.
This digital tool continues to develop, itself proving to be highly flexible, being deployed across both large scale, network wide projects and in more process focussed applications.
BMW has embraced both capabilities in developing its iFactory strategy. Talking to AMS, the OEM noted its virtual-first approach in designing, simulating and validating new production plants (notably its latest facility at Debrecen in Hungary) and upgrading existing factories to build both EV and ICE derivatives. Notable in the brownfield category is BMW’s Munich plant, which is undergoing extensive rebuilding and upgrading in preparation to build the OEM’s next generation Neue Klasse EVs. Developments at Munich have leaned heavily on digital twins to virtually plan and validate the new buildings and production lines.
Powertrain in the digital picture
For those companies producing automotive powertrains the need for agility in response to shifting market demand is also key. And this is not just at a strategic level, with the complexity of powertrain manufacturing and assembly processes, visibility across plant operations is critical.
Speaking with AMS, HORSE noted its strategic move towards a data-centric approach. The company is using digital twins extensively to reshape manufacturing operations and support workforce development and sustainable production initiatives. With ICE powertrain production somewhat in flux, HORSE is deploying digital twins to develop long-term manufacturing strategies and to further optimise day-to-day production operations at its Valladolid plant in Spain.

At this plant digital twins are at the heart of real-time data tracking and automation with 37 digital twin projects ongoing. The company notes that applying AI-driven analytics enables digital twins to automate decision-making, allowing them to autonomously adjust production parameters in response to real-time data. And this capability extends to controlling the factory’s lighting and the electrical supply to production equipment, all supporting the optimisation of the entire production operation.
Multiple iterations for digital twins
Digital twins are not a monolithic concept, instead they present in different iterations for different use-cases across production. Speaking on a recent AMS livestream, Keenan O’Brien, Head of Digital at Stellantis’ North American Vehicle Processes Engineering division, outlined three distinct levels of digital twins that manufacturers are implementing.
“First, we have the ‘simple digital twin’, which is essentially a 3D model representation of a physical object – this could be a product, tool, or a full assembly plant. It’s a static digital version used for planning purposes,” he explained. “Next is the ‘simulation digital twin’, which incorporates discrete events, robotic automation, and operator simulations to model real-world processes more accurately. Finally, the ‘advanced digital twin’ is connected to equipment and the plant floor, using real-time data from sensors and devices to create a dynamic representation of factory operations.”
Also part for the livestream expert panel, Dr Walter Huber, Director of Process Methods and Tools at Webasto, noted, the greatest hurdle is not the deployment of digital twin tech itself, but the structural - and infrastructural, change it requires.
“The biggest challenge isn’t the technology – it’s organisational transformation,” Huber remarked. “Tools exist but deploying them across multiple plants with different legacy systems, equipment, and varying levels of digital maturity is complex. Change management, training, and demonstrating clear ROI are critical.”
From static scans to living digital environments
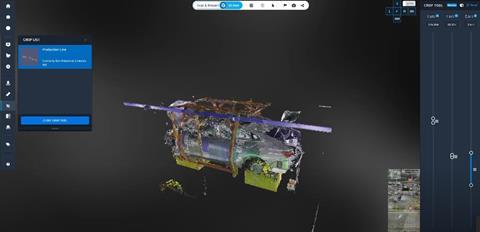
Commenting from the technology supplier perspective, Dominique Pouliquen, CEO of Cintoo, an all-in-one 3D scan data management platform, observes that “Most of our automotive customers operate in brownfield sites – plants that are anywhere from 10 to 50 years old.” Pouliquen notes that manufacturers are looking beyond visualisation towards smarter, integrated decision-making “Creating a usable digital twin of these facilities means working with laser scan data in a way that’s accurate, accessible, and collaborative.”
![Screenshot 2025-02-19 142824[13]](https://d2oevnekjqgao9.cloudfront.net/Pictures/480xAny/3/1/7/331317_screenshot2025021914282413_634747.jpg)
Laser scanning itself is not new to the sector, but how that data is handled has changed significantly. Traditionally, teams captured static scans and shared data manually. Pouliquen says Cintoo’s cloud-based platform replaces that with a real-time, collaborative environment. Using its proprietary TurboMesh engine, the platform converts point cloud data into high-resolution 3D surfaces, making it easier to access and interact with the data from any location. For manufacturing organisations with globally distributed teams, this shift has proven especially valuable in reducing reliance on on-site visits and physical walkthroughs.
Connecting systems, teams, and workflows
While visualising a plant is a strong starting point, the real value lies in what teams can do with the data. “We don’t replace CAD or BIM platforms—we complement them,” explains Pouliquen. “The goal is to make scan data useful across teams and systems, whether that’s in layout design, asset tracking, or maintenance planning.”
To that end, Cintoo’s platform is built for open integration. It connects with Autodesk, Siemens, Navisworks, and other modelling environments, and also links with enterprise systems such as SAP through open APIs. This allows teams to tag and track equipment directly within the digital twin, linking physical assets to documentation, maintenance schedules, or live sensor data. In real-world use, automotive customers have begun using these capabilities to improve the reliability of their asset databases and reduce time spent verifying equipment or site conditions.
Another area gaining traction is the use of Extended Reality (XR) to interact with digital twins in immersive environments. “We’re seeing more customers create XR labs where teams can simulate layouts, check for safety and clearance, and evaluate ergonomic design—all without interrupting the real production line,” says Pouliquen. Cintoo’s ability to stream detailed 3D mesh data into platforms like Unreal Engine and Unity allows for multi-user sessions, where engineers can explore the same digital space collaboratively from different locations.
Cintoo is also developing its own AI engine to automate the interpretation of scan data—identifying equipment types and enabling richer integration with CAD models. While still maturing, this capability is being shaped by feedback from the automotive sector and could further reduce the time it takes to turn scan data into actionable insights.
Enabling smarter decision-making in a global landscape
As manufacturing organisations look to standardise operations and improve decision-making across global footprints, digital twins are evolving from static visual references to dynamic, operational tools. “For many of our customers, the biggest challenge is not just capturing the data—it’s knowing what to do with it,” says Pouliquen. “That’s where integration, automation, and user accessibility make a real difference.”
![Measurements Auto [35]](https://d2oevnekjqgao9.cloudfront.net/Pictures/480xAny/3/1/6/331316_measurementsauto35_298360.jpg)
“As manufacturing becomes more flexible and connected, we see our role as enabling smarter, faster decisions,” says Pouliquen. “Whether you’re updating a line, planning a layout change, or maintaining critical assets, your digital twin should be more than a picture – it should be a platform that supports the way you work.”
Cintoo – boosting efficiency, improving coordination
Cintoo supports all major public cloud providers – including AWS, Microsoft Azure, and Google Cloud—allowing manufacturers to work within their existing IT frameworks while maintaining high levels of security and data sovereignty. For OEMs managing plants and teams in multiple countries, this means facility data can be shared securely and selectively across the organisation, without duplication or bottlenecks.
The platform is now used by over 600 companies in more than 40 countries, including major automotive manufacturers with operations in the US, France, Germany, Mexico, and India. While each implementation varies, the common thread is a drive toward reducing inefficiency and improving coordination in complex industrial spaces.







No comments yet