Solutions such as 3D smart snapshot sensors are offering faster, more data-rich automotive quality control
The main challenge in automotive quality control today is acquiring sufficient data and processing it to measure complicated geometries in the shortest cycle time. Established laser line solutions do not offer enough data to fully determine part orientation, which has created an opportunity for structured light-based systems to enter the market.
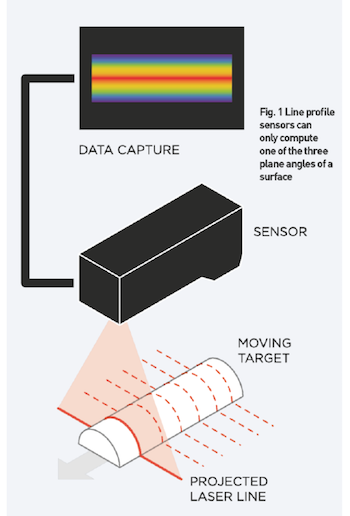
The challenge: laser line projection sensorsLaser line projection sensors (single or multi-line stripes) are only able to compute one (single laser profile) or two (multi-line profile) of the three plane angles of an object’s surface, (see fig. 1) which is insufficient to determine surface orientation accurately. Calculating surface orientation is essential in automotive applications where robotic guidance systems mate one part, such as a door panel, or windshield with the larger car body frame. Other solutions like cross-based projection sensors are able to compute all three plane angles, but fall short on scanning accuracy due to a lack of data points.
The solution: structured light sensors
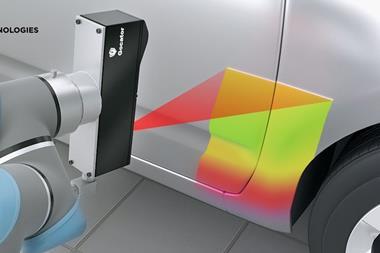
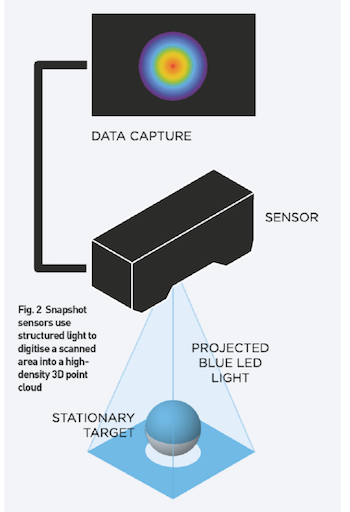
Structured light (fringe projection) systems have emerged as an effective technology for delivering high-speed, data-rich inspection in the automotive industry. A structured light scanner digitises an entire area into a 3D point cloud by projecting several light patterns in a rapid sequence onto a stationary surface. These systems can be mounted onto robots for flexible inspection applications, or to inspect larger objects like automotive panels by taking multiple snapshots from several zones (see fig. 2). The advantage of structured light systems is that they are able to collect data from the entire object surface and calculate full surface orientation (plane angles). Results are then fed back to a robot for precise alignment in guidance applications.
The drive for shorter cycle timesHigh-definition structured light scanners using two megapixel cameras acquire a full frame 3D scan in around 0.5 seconds, depending on the shape, colour, and reflectiveness of the target. An additional 2-4 seconds are required for transferring data to a PC and generating a 3D point cloud, resulting in one complete inspection in an approximate cycle time of 4-5 seconds. The Gocator 3210 snapshot sensor, on the other hand, offers an onboard smart controller, which preprocesses the same two-megapixel camera data to produce scans at 5 Hz, delivering a complete inspection result in a 200-millisecond cycle time (the time required to perform a scan, measurement and control decision). For structured light sensors, the target needs to be stationary during the snapshot acquisition time. Similarly, a robot-mounted sensor must be stationary during the snapshot acquisition. The part transport mechanism, or robot, can be in motion to the next station or position during the analysis time.
Data processing in standard structured light systemsFringe projection is a well established method for generating high resolution 3D point clouds suitable for use in precision metrology applications such as automotive inspection. The fringe projection process is comprised of the six steps outlined in Fig. 3.

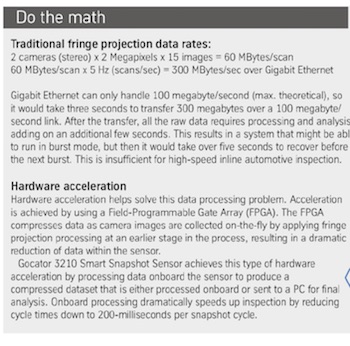
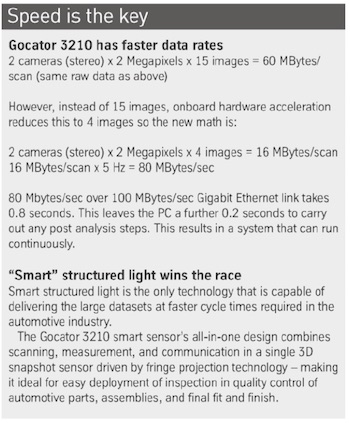 Since data processing for structured light requires handling hundreds of megabytes from stereo cameras delivering 15-20 megapixel images each, standard structured light solutions are unable to complete these steps onboard the sensor itself. Instead, they have to scan the automotive part or part assembly, then output the data via Gigabit Ethernet in order to process it externally. This external data transfer alone exceeds the capability of Gigabit Ethernet to deliver at high rates (less than a second) with a traditional PC implementation, and therefore PC-based processing systems cannot deliver the required results within the desired cycle time.
Since data processing for structured light requires handling hundreds of megabytes from stereo cameras delivering 15-20 megapixel images each, standard structured light solutions are unable to complete these steps onboard the sensor itself. Instead, they have to scan the automotive part or part assembly, then output the data via Gigabit Ethernet in order to process it externally. This external data transfer alone exceeds the capability of Gigabit Ethernet to deliver at high rates (less than a second) with a traditional PC implementation, and therefore PC-based processing systems cannot deliver the required results within the desired cycle time.