




























 Fibre-reinforced composites are popular, but tough to machine. So production engineers are turning to laser light as a choice of tool, writes Trumpf’s Marc Kirchhoff
Fibre-reinforced composites are popular, but tough to machine. So production engineers are turning to laser light as a choice of tool, writes Trumpf’s Marc Kirchhoff
Carbon fibre-reinforced plastics (CFRPs) are all the rage, especially in the automotive, aviation and wind power sectors. They represent a key part of the solution to some of the most pressing issues of our age, including climate protection, e-mobility, resource efficiency and sustainability. These megatrends are major drivers behind lightweight construction and the use of fibre-reinforced composites.
Design engineers love these woven lightweight materials for their strength and rigidity. Production engineers are somewhat less enthusiastic thanks to the complexities involved in working with a composite of fibres and polymer. These two materials behave completely differently in the machining process: a mechanical cutter can pass through polymer like a knife through butter, but it will still blunt its edge on the hard fibres. It is this radical contrast that makes it difficult to choose the right method and the right tool. Lasers are gaining increasing popularity as a suitable tool for dealing with fibre-reinforced plastics at many different points in the process chain, including cutting blanks and parts, ablating layers to prepare workpieces for adhesive bonding, and joining metal to plastic.

The biggest challenge is that the material is both stubborn and delicate. That poses a problem for all mechanical processing methods. Water jet cutting with abrasive substances is far from ideal since the fibrous cut edge can easily be damaged by abrasive particles and fibres may become detached from the matrix as the material takes in moisture. Cutting imposes significant forces on the workpiece, which often results in rough cut edges with protruding fibres. Machine tools pose the same kind of risk, though the main disadvantage here is the high cost of processing the workpieces. The hard fibres quickly wear down the drilling and milling heads so that they must be replaced multiple times each shift. In addition, any change in the thickness or composition of the material being machined generally means switching tools. This retooling process takes time, and constantly purchasing new tools is an extremely expensive business.
Laser engineers have recently succeeded in using preset parameters to enable automatic, in-line adjustments to cater to different material thicknesses and compositions without interrupting production. But there are plenty of other reasons why light is the best cutting tool for CFRP.
Vaporising material from a distance
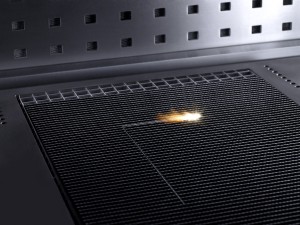
Laser beams do not exert any mechanical forces on the workpiece. That makes them a good choice for machining very thin or delicate CFRP parts with great precision. A beam of light can be flexibly tailored to changing contours and geometries because the machining optics make no contact with the workpiece – in fact they are more than 150 millimetres away from it. That makes it easier for lasers to get into tight corners. Laser cutting of carbon fibres (CFs) and carbon fibre-reinforced plastics involves a sublimation process. The material is vaporised as soon as it is hit by the accurate, high energy beam. There is no molten material to be ejected and the resulting edge is smooth, with no fibres protruding. The heat-affected zone at the cut edge is minimal and – according to findings so far – has no impact on the mechanical properties of the part.
Natural edge for CFRP parts
The high-precision benefits of lasers extend to cutting preform materials. Preforms are dry, semi-finished fabric products, essentially a kind of mat, which has not yet been hardened and is therefore still flexible. To produce the preforms, the mat blanks are placed in a tool that uses elevated temperatures to turn them into 3D preforms. The preforms are then infiltrated with synthetic resin – for example by means of resin transfer moulding (RTM) – which then dries and hardens. This creates CFRP parts with complex, three-dimensional geometries. Laser light cuts the preforms into near net shape at a speed and level of quality that other separation methods such as ultrasonic cutters could never achieve. Laser-cut preforms have a clean, clear, natural edge without any protruding fibres. This simplifies downstream handling and eliminates the need for finishing work such as grinding. Preforms can be placed in the RTM mould and infiltrated immediately after laser cutting.
The right laser for cutting CF, CFRP and GFRP
Solid-state lasers are a great choice for cutting CF preforms and CF yarn and fabric because the laser energy couples easily into the carbon fibres. For CF less than half a millimetre thick, a single kilowatt of laser power is sufficient to reach a machining speed in excess of 20 metres per minute – two or three times faster than a water jet or milling tool. With CFR materials and glass fibre reinforced plastic (GFRP), a CO2 laser is the best choice because the glass fibres and matrix material are opaque to CO2 laser light, and therefore machinable. For materials with a thickness of two millimetres or more, a 5 kW laser can cut at a rate of 10 metres per minute, a figure that is once again two or three times faster than conventional methods.
Ablation for adhesive bonding
Lasers can also be used to process CFRP in other ways than just cutting it. One of their main uses is ablation, in which laser beams vaporise the upper layer of the material with tremendous precision. This form of processing is particularly useful as a preparation stage for adhesive bonding since this requires the top layer of paint to be removed or roughened. In this case lasers do an excellent job of machining precisely the area that is required, so only the necessary amount of material is ablated. Once again, one of the major benefits of laser light is the flexibility it offers – it can even prepare curved parts for adhesive bonding by precisely tracking their contours.
"Laser light is a fast, wear-free and non-contact tool that gives design engineers greater freedom"
When it comes to machining large surfaces at high speeds, a CO2 laser is the preferred choice of beam source for adhesive bonding preparation. And in recent years engineers have gained access to a new tool for machining small, precisely defined areas at high quality with the emergence of ultra-short pulse lasers designed for industrial use. These lasers generate light pulses with a duration of just a few picoseconds or even femtoseconds. They enable engineers to remove just a few nanometers of material from tiny areas without causing melt burrs and without causing thermal damage to the material. This technology marks another big step forward in the precision of machining processes.
 The light from a solid-state laser couples easily into carbon fibre
The light from a solid-state laser couples easily into carbon fibreRiveting and gluing are currently the standard methods of joining CFRP and metal. Lasers can be used to create the holes for the riveting process and to ablate the top layer of paint as preparation for adhesive bonding. However, both riveting and gluing involve the addition of a further step to the production process and require the use of additional materials. This time ultra-short pulsed laser light provides the solution, tightly joining metal and fibre-reinforced plastic. To securely join metal to thermoplastic polymer, an ultra-short pulse laser prepares the metal mating part by creating an undercut structure. The structured metal part is then heated to a temperature above the melting point of the thermoplastic. This step can be carried out by an inductor, an oven or a different laser. When the hot metal and the polymer are pressed together, the thermoplastic begins to melt. The thermoplastic flows into undercut, creating a connection to the metal part once it cools – all without need for additional filler material. The static and dynamic stability of the joint are both higher than that achieved by gluing.
First sheet metal, now CFRP
Having established itself as a standard tool in sheet metal working, the laser is now ready to follow the same path in the field of CFRP machining. The key benefits are shared: laser light is a fast, wear-free and non-contact tool that gives design engineers the freedom to create more complex geometries than those achievable with mechanical methods. At the same time, lasers enable the amount of energy applied to the workpiece to be controlled so precisely that they can comfortably handle the delicate machining of extremely thin materials. The industrial ultra-short pulse laser – a relatively recent addition to the production environment – even provides the option of “cold” machining, in other words a form of machining that applies virtually zero heat to the workpiece. This has opened the door to a wealth of new ideas and applications.









{kind=link}