



























Inovações de ferramentas combinadas com parcerias de fornecedores estão se provando importantes para o ganho competitivo em oficinas de máquinas automotivas em todo o mundo
A fábrica de motores da Ford Bridgend, no Reino Unido, que produz mais de 750.000 motores a gasolina por ano, se envolveu em uma parceria de ferramenta de corte com a Mapal para ajudar a fábrica a bater suas metas SPC e níveis de precisão em componentes críticos de motor. Para facilitar isso, a Mapal baseou um engenheiro, Wayne Keepins, permanentemente na fábrica. “Estamos comprometidos em ajudar a Ford atingir alvos para melhorar a produtividade ou reduzir os custos em 10-15% anualmente”, diz Keepins.
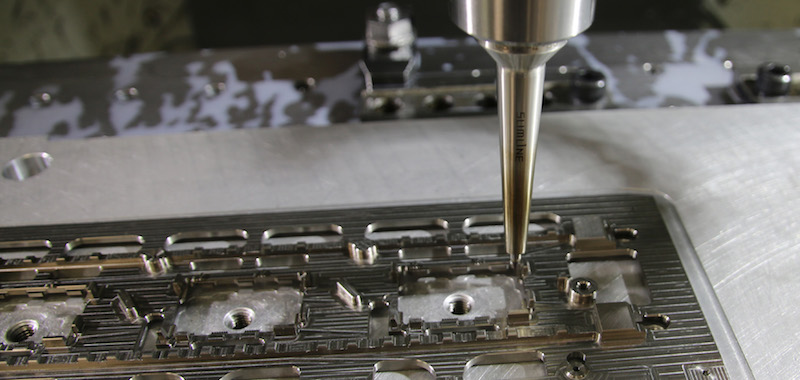
Como a maioria dos motores modernos, sistemas de energia da Ford são blocos de alumínio leves com inserções de ferro sinterizadas pressionadas nos orifícios para apoiar as peças de desgaste, e uma grande parte dos produtos da Mapal são aplicados em fresas de motor de bloco e aplicações de buracos. A empresa de ferramentas diz que para enfrentar este desafio desenvolveu soluções de perfuração sob medida de múltiplos passos.
Aumentando a produtividade através da combinação de ferramentas
“Para melhorar a eficiência, a produtividade, a vida útil da ferramenta e reduzir os custos, temos que ir além de substituição de ferramentas anteriores; nós temos que projetar conceitos completamente novos", diz Keepins. “Um exemplo é a maquinagem de sedes de válvula para a linha de motor de 1.5 e 1.6 litros. O processo anterior contou com três ferramentas diferentes com pastilhas intercambiáveis para realizar quatro processos. Aqui, as operações de maquinagem incluem uma mistura de orifícios, semi-acabamento da sede da válvula de admissão, guia da válvula e depois terminar o assento e guia da válvula. Em vez disso, nós desenvolvemos uma nova combinação de ferramenta que reduziu o processo geral de três ferramentas para duas, reduzindo custos e tempos de instalacao para uma maior produtividade."
Removendo o material de estoque em uma única passagem elimina a necessidade de uma ferramenta separada, diz Mapal. A nova ferramenta de combinação reduziu os tempos de ciclo de 64 segundos para 34 segundos, reduzindo os tempos de configuração da ferramenta em 30% e reduzindo o número de trocas de ferramentas para 800 por ano.
Outras ferramentas foram desenvolvidas para resolver problemas inerentes de usinagem de blocos de motor. Na linha de motor JLR V8, o processo de furar manivela estava prendendo aparas nas almofadas de guia da ferramenta de perfuração, enquanto a parte traseira da ferramenta estava sendo contaminada com partículas de aparas. Para resolver isso, a Mapal desenvolvido um processo de duas ferramentas para substituir a operação de três ferramentas anterior. Ao remover a ferramenta de desbaste achatada e a maquinagem de furo completa a partir de um lado do bloco, o processo de redução de duas ferramentas de consumo de inserção melhora a vida da ferramenta na ordem de £52.000 ($64.000) por ano.
Isto foi em parte devido a nova ferramenta requerendo quatro inserções em oposição a oito, com uma poupança potencial de 50%. A linha, que fabrica 145.000 motores por ano, também se beneficiou de uma maior precisão de furo e acabamentos de superfície, melhor rendimento do motor por hora e os tempos de troca de ferramenta reduzidos.
Desbaste, acabamento liso
Continuando o tema da inovação de fresagem de ferramenta, outro especialista de corte-ferramenta, a Sandvik Coromant, introduziu uma fresta frontal especificamente para a usinagem de desbaste de aço inoxidável de caixas de turbo. O principal desafio em desbaste de caixas de escape é a forma complexa desses componentes de paredes finas e sua fixação intrincada para uma operação propensa a vibração. A geometria positiva da fresadora Sandvik Coromant M612 possui o efeito de proporcionar uma ação de corte suave, eliminando as vibrações. Por sua vez, taxas de remoção de metal mais elevadas podem ser realizadas.
“Aço inoxidável está se tornando uma opção mais popular para caixas de turbo de ferro fundido convencional devido às propriedades que ajudam a melhorar a resistência a temperaturas de gases de escape de até 1.300°C, bem como corrosão”, diz Jacques Gasthuys, engenheiro de aplicação automotiva da Sandvik Coromant.
“Aproximadamente 50m carregadores turbo são produzidas a cada ano - de ferro fundido e aço inoxidável - mas o custo de usinagem inoxidável é muitas vezes até 20 vezes mais elevado, uma vez que essas operações são caracterizadas pela vida extremamente curta e irregular da ferramenta de inserção, bem como o desgaste desigual. Com isto em mente, o nosso objetivo foi desenvolver um cortador forte que poderia ajudar a reduzir os custos dos componentes.”
Em um projeto de cliente com inserções GC4240, a utilização de uma velocidade M612 autorizada para ser aumentado de 212rpm para 273rpm, a velocidade de corte a ser elevada a partir de 70m/min a 90m/min e o caudal de alimentação a ser aumentado a partir de 0,13 milímetros/rev para 0,18 milímetros/rev. Da mesma forma 2,5 milímetros de profundidade de corte, o resultado do teste mostrou que a fresa M612 reduzia tempo de usinagem por peça em 27%, enquanto a vida útil da ferramenta aumentava em até 172%.

Dificuldade em obter ferramentas
Em operações automotivas difíceis de transformar também há uma crescente necessidade de melhorar a produtividade, reduzir a produção de tempo de realização e responder ao aumento da demanda para a poupança. Aqui, os recentes avanços em CBN (nitreto de boro cico) são ferramentas introduzindo compostos especiais, revestimentos de alta eficiência e novas geometrias para suportar o calor, continuar a melhorar o acabamento da superfície e acomodar maiores choques mecânicos, tais como os gerados por cortes interrompidos.
Um caso em questão é a nova série Sumitomo Electric Hardmetal "híbrido" das inserções CBN de torneamento duro. Tanto os híbridos SumiBoron, BNC2010 de precisão e BNC2020 de propósito mais geral, apresentam revestimentos de microestruturadas resistentes ao desgaste de múltiplas camadas, ao calor e em espaços em branco em pó sinterizados CBN com um substrato que incorpora um ligante de carbonitreto. Além disso, a empresa desenvolveu uma nova série de quebra-cavacos "Mestre", N-FV, N-LV para acabamento de aço endurecido e N-SV para melhor controle de apara quando uma camada carbonizada é removida.
Em testes comparando inserções CBN revestidas convencionais utilizadas para torneamento duro de veios de transmissão, inserções BC2010 foram capazes de melhorar a vida útil da ferramenta em 230%. Além disso, quando o BC2020 foi aplicado para o torneamento de juntas de velocidade constante, que caracterizaram corte interrompido no ciclo de usinagem, foi dito que a vida da ferramenta teria um aumento de 150%.
Como resultado desses ganhos, os usuários podem usar a maior vantagem de produtividade de estratégias operacionais individuais em materiais 45HRc e, assim, eliminar processos de fresagem e EDM. Com efeito, a CBN acima que o 55HRC é considerado a única ferramenta de corte que pode eficazmente substituir processos de fresagem convencionais.
E se estendermos bares de perfuração CBN micro? Bem, as séries BSME e SEXC da Sumitomo foram projetados para buracos tão pequenos como 2,5 milímetros de diâmetro em materiais endurecidos. Em testes recentes que envolveram o acabamento de furos achatados de 7.1mm dos componentes endurecidos utilizando emuls refrigerante, o uso de inserto SEXC indexável da Sumitomo BN2000 aumentou o número de peças produzidas em mais de 400% para 2700. A velocidade de corte foi de 156m/min (7000 rpm), com uma taxa de alimentação de 0,03 milímetros/rotação e 0,1 milímetros de profundidade de corte.
Ferramentas para usinagem 24 horas por dia
Longe da usinagem de produção, a aplicação de corte-ferramenta correta é igualmente importante quando se trata de fixação de fabricação. Isto pode ser verificado pelo subcontratante baseada no Reino Unido Formagrind, que ganhou recentemente uma encomenda automotiva significativa que levou ao investimento em dois centros de usinagem Hurco VMX30Mi e novas inovações de ferramentas a partir de materiais Mitsubishi.
“A encomenda era para mais de 100 luminárias de titânio complexas que consistem cada uma de uma base de suporte e placas de topo correspondentes para apertar conjuntos PCB eletrônicos durante a sua produção e processos de montagem final,” explica o diretor Mike Couser.
“Em primeiro lugar, precisamos de dois novos VMCs para nos dar capacidade da máquina adicional; e em segundo lugar, precisamos de uma produção consistente de luzes apagadas. Isto é, quando a Mitsubishi deu um passo com as suas fresas de carboneto de sólidos."
A placa de base e as unidades de cobertura de placa de topo correspondentes que fixam os conjuntos eletrônicos para automóveis foram inicialmente necessária em um tamanho de lote de 105 bases e 160 placas de cobertura. Com mais de 14 horas de processamento para cada base e 1 hora e 50 minutos, para cada placa de cobertura, Formagrind percebeu que era necessário executar suas novas máquinas HURCO VMX30Mi 24 horas por dia, sete dias por semana, durante cerca de dois meses. O fator-chave para a produção de luzes-apagadas foi as ferramentas de corte.
Formagrind desenvolvido um acessório para prender e subsequentemente placas de base dois 300 milímetros x 200 mm x 9,5 mm de cada vez. As duas placas de titânio foram em primeiro lugar usinadas usando um diâmetro de 8 milímetros de carboneto sólido quatro fresas da série VQ Mitsubishi com 4,5 milímetros de profundidade de corte com um passo sobre 1,2 milímetros e uma taxa de alimentação de 1,400 milímetro/min. Depois de cerca de duas horas de maquinagem sem parar, a ferramenta de 8 milímetros foi seguida por um moinho de 4mm e uma extremidade de diâmetro VQ de três milímetros para a usinagem restante dos detalhes finitos.
“Para nós, a capacidade de executar com confiança não tripulada por períodos prolongados foi crucial ... Para este fim, nós mudamos ferramentas após cada duas bases, mesmo que o desgaste seja quase imperceptível após 14 horas de usinagem” - Mike John, Formagrind
“Consultamos a Mitsubishi logo no início do projeto e eles recomendaram as fresas de topo VQ para a maioria das operações de placa de base”, diz o gerente Mike John. “Para nós, a capacidade de executar com confiança não tripulada por períodos prolongados foi crucial. Não podíamos nos dar ao luxo de ter uma ferramenta de quebrar no meio do ciclo, pois isso potencialmente desmancharia as peças e haveria impacto sobre ferramental na sequência. Para este fim, nós mudamos ferramentas após cada par de bases, mesmo que o desgaste seja quase imperceptível após 14 horas de usinagem “.
Para os grampos menores guia superior, Formagrind criou um elemento de máquina de dez guias em uma única preparação. Sobre as guias superiores, a usinagem da primeira etapa foi realizada com um diâmetro VQ de fresa série com 6 milímetros e 4,5 milímetros de profundidade de corte. Mais uma vez, isto foi seguido por presas de 3 milímetros VQ 4 mm para a outra maquinagem e de fresagem de bolso, com um diâmetro de 2 milímetros, série VFH de pescoço longo com 0,5 milímetros de raio e hélice variável aplicada para terminar as partes detalhadas.
Durante este processo, a fresa de topo de 3,5 milímetros VQ tinha um tempo de execução de 55 minutos e não tinham sido alterados através do projeto completo, demonstrando vida útil de 550 minutos em titânio. Além disso, a ferramenta de desbaste de 6 milímetros tinha realizado 4,5 milímetros de profundidade desbaste no lote completo - retornando mais de 20 horas de usinagem mesmo com estes parâmetros de teste.
 Hyfore has delivered 54 bespoke fixtures to the Amtek Group, which has a major aluminium die-casting foundry
Hyfore has delivered 54 bespoke fixtures to the Amtek Group, which has a major aluminium die-casting foundryO corte de metal bem sucedido se baseia tanto no dispositivo elétrico como no ferramental. Isso pode ser confirmado pela Witham, Reino Unido, planta do Amtek Group, que recebeu recentemente a sua mais recente coleção de luminárias da Hyfore, um membro do Grupo de Tecnologia de Engenharia. No total, Hyfore emitiu 54 luminárias sob medida para o Grupo Amtek, que tem uma grande fundição de alumínio que produz componentes na gama de 400 a 2700 toneladas. A instalação Witham produz componentes de motor e transmissão principalmente, oferecendo aos clientes uma facilidade de fundição e usinagem totalmente integrada com componentes entregues na condição de montagem pronta.
Trabalhando com engenheiros de produção AMTEK, Hyfore tem luminárias de design personalizado que vão de cubos e lápides de várias partes, de acordo com vários centros de usinagem horizontais. Além disso, Hyfore forneceu quarto eixos do tipo placa de acessórios de múltiplas que se adequa a ambos os centros de maquinagem verticais simples como de duplo-fuso Chiron. Todos usam o método de fixação hidráulica.
Rigidez e capacidade de repetição em operações de maquinagem são os critérios principais, colocando o ônus sobre os acessórios, em particular para componentes maiores. As dimensões de todos os componentes são maquinados dentro de um envelope de usinagem 500 milímetros e uma elevada proporção de operações envolvem moagem, perfuração e perfurantes, com muita usinagem de ângulo composto.
“Nós sempre envolvemos a Hyfore desde os primeiros estágios”, diz o engenheiro de produção Jeff Marshall. “Uma vez que temos uma especificação, eles projetam e provam o protótipo antes de tomar o projeto para uma instalação de produção. “Aqui, estamos continuamente buscando otimizar as capacidades da nossa oficina de máquina, por isso é importante que exista um muita confiança entre as duas partes, o que é o caso.”








