



























AMS entrevista al vicepresidente de producción de Ford en la región Asia-Pacífico en su sede de Shanghái para discutir los retos a los que se enfrenta la marca en esta región, especialmente a través de sus empresas conjuntas JMC y Changan en China 
 Bill Russo lleva más de 18 meses en China a tiempo completo pero tiene más de 40 años de experiencia en el sector automotriz e ingeniería. Su carrera comenzó con Ford con su primer trabajo después de la universidad y luego ocupó otros cargos en el sector de la producción, gestionó una planta de Chrysler y dirigió su propia empresa de ingeniería. Volvió a Ford en 2001 y desde entonces ha asumido cargos de director tanto en la producción de vehículos como en la producción de trenes de potencia. “He tenido suerte. He tenido la oportunidad de ver las cosas desde otras perspectivas", explica Russo.
Bill Russo lleva más de 18 meses en China a tiempo completo pero tiene más de 40 años de experiencia en el sector automotriz e ingeniería. Su carrera comenzó con Ford con su primer trabajo después de la universidad y luego ocupó otros cargos en el sector de la producción, gestionó una planta de Chrysler y dirigió su propia empresa de ingeniería. Volvió a Ford en 2001 y desde entonces ha asumido cargos de director tanto en la producción de vehículos como en la producción de trenes de potencia. “He tenido suerte. He tenido la oportunidad de ver las cosas desde otras perspectivas", explica Russo.
“Eso me ha ayudado a ver que hay diferentes maneras de resolver un problema. A veces cuando solo has trabajado en un campo o empresa, aprendes la manera de esta empresa de resolver los problemas, esta cultura de empresa puede ser muy fuerte y también ayuda y protege a la empresa. Pero a veces también te condiciona y pierdes perspectiva”.
Como vicepresidente de producción en Asia-Pacífico, puesto que asumió en enero de 2016, Russo está utilizando su experiencia y versatilidad para supervisar instalaciones que se extienden por siete mercados y tienen capacidad para producir 2.7 millones de vehículos; tan solo sus plantas en China producen 1.4 millones de vehículos.
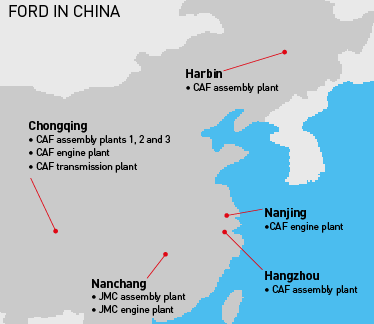
Gareth Price (GP): Tan solo lleva 180 meses en Asia. ¿Cómo describiría la actividad de Ford en el país? Bill Russo (BR): Ford lleva en China con su socio JMC [Jiangling Motors] desde 1997 principalmente en la producción de camiones y vehículos comerciales, tenemos una capacidad de 500,000 unidades en ese segmento. Estos productos han tenido una recepción muy buena. Ahora hemos empezado a introducir más modelos SUV. En 2001 comenzamos la colaboración con nuestro socio CAF [Changan Ford] que ahora tiene una capacidad de unos 1.6 millones de vehículos de pasajeros; hemos presentado 15 productos nuevos en menos de cinco años y esos productos han tenido una recepción muy buena.
Creo que cuando comienzas una nueva andadura en un nuevo país, especialmente un mercado tan lejano para nosotros y tan lejos de nuestros recursos, siempre tienes problemas iniciales. Lleva tiempo preparar a la gente y ajustar los procesos. Hemos tenido suerte porque nuestros sistemas de producción y diseño tienen ya una larga trayectoria, desde que empezamos a aplicarlos han funcionado prácticamente a la perfección.
“Estamos aumentando el nivel de localización, no solo con los proveedores de nivel primario, sino también a nivel secundario y terciario" – Bill Russo, Ford
Luego el mayor reto ha sido la formación y transformación de los trabajadores. Los trabajadores en Asia son muy disciplinados y eso es una gran ventaja. Nuestros sistemas no solo enseñan cómo sino también por qué. Construimos en base a este conocimiento y lo retenemos, el rendimiento ha sido muy bueno, tanto en producción como en estándares de calidad. Ahora producimos, y desde hace varios años, igual que lo hacemos en cualquier parte del mundo.

GP: Las plantas en Europa suelen tener falta de espacio. ¿Existe ese problema en la enorme China? BR: El espacio es una ventaja y una desventaja porque el exceso de espacio es realmente un desperdicio. Requiere una inversión de capital y normalmente siempre consigues algo que poner en ese espacio, lo que no siempre resulta de utilidad. Para mí son preferibles las fábricas más ajustadas. Lo que sí nos ha permitido hacer es aumentar el catálogo de productos en términos de complejidad en las plantas, pero me atrevería a decir que nuestras plantas son tal vez demasiado grandes. Pero también es parte de los compromisos que asumimos con nuestros socios. Estamos intentando mejorar este aspecto. Es bastante eficiente, tan bueno como cualquier otro sitio, pero no tanto como podría serlo.
GP: El mercado chino no está tan maduro como otras regiones. ¿Cómo cambia eso vuestra forma de proceder? BR: En los mercados más maduros estudias la base de suministros, las rutas y cuáles son los riesgos de estacionalidad. Aquí tenemos otros factores a tener en cuenta, como por ejemplo los cortes de agua por la reconstrucción de una presa o cosas así. Es un factor intrínseco del que estamos aprendiendo. También mantenemos niveles de inventario superiores a lo habitual. En 2016 comenzamos a reducir los niveles de inventario en base al rendimiento de los proveedores y gracias a una mejor comprensión de la logística y los problemas de estacionalidad que se puedan producir.
Estamos aumentando el nivel de localización, no solo con los proveedores de nivel primario, sino también a nivel secundario y terciario". Hay muchas maneras de decir que tus proveedores son locales cuando realmente no lo son. Pero es realmente importante producir localmente, por varios motivos. Naturalmente, el trasporte es más económico y hay menos flujo de capital, pero también mejora el inventario y la previsibilidad. Luego puedes comenzar a ajustar tu inventario, que es lo que estamos haciendo ahora. Eso nos llevará dos o tres años. Nuestro plan actual es ajustarnos lo máximo posible, incluso más que en otras regiones. Hemos establecido una base de datos global para analizar todas nuestras rutas de logística y las optimizamos constantemente prácticamente a tiempo real.
GP: La necesidad reducir el consumo de energía es constante para las fábricas. ¿Qué medidas están tomando? BR: En muchas de nuestras plantas, no necesariamente en China, nuestros costes de energía superan incluso a los costes en salarios. En algunas partes de Asia la energía es el principal coste. Por ello la energía y los parámetros medioambientales son críticos para nosotros. Contamos con un proceso que forma parte del sistema de producción de Ford (Best in Ford) que premia las mejores prácticas.En una planta de trenes de potencia que produce el bloque motor, cabezales, cigüeñales, etc. entendemos que haya un elevado consumo energético. Trabajamos constantemente para perfeccionar el consumo. Por ejemplo, en una herramienta de corte, ¿la cinta de transporte tiene que estar en marcha el 100% del tiempo? ¿La extracción de aire necesita estar constantemente encendida? ¿Se puede reducir la velocidad de husillo entre trabajos? En este nivel de precisión se obtienen resultados sorprendentes. En el tren de potencia he visto como en los últimos seis años hemos conseguido reducir un 65% el consumo de energía en las plantas. Y todavía mucho margen de mejora.
Analizamos los sistemas de producción planta por planta para ver cuáles son los estándares para alcanzar ser ‘Best in Ford’. Replicamos constantemente y rápidamente estos estándares en toda la planta.
“No es difícil que los sistemas mecánicos funcionen; el verdadero secreto es conseguir que los sistemas de control funcionen al ritmo de los sistemas de la fábrica” – Bill Russo, Ford
Hacemos lo mismo en las plantas de vehículos. Otro gran consumidor de energía es el taller de pintura; los hornos, la producción de gases y los sistemas de transporte. Estamos trabajando en estabilidad de cabinas, cámaras de aire, sistemas de bombeado y hemos conseguido reducciones significativas en los últimos cinco años. Ese es el factor maquinaria, pero también es importante el sistema operativo de energía que principalmente ahorra al apagarse eficientemente.
 Ford examina el consumo de energía en sus plantas, proceso a proceso
Ford examina el consumo de energía en sus plantas, proceso a procesoTodas las plantas cuentan con un mapa energético y sabemos sistema a sistema cuáles son los picos de carga, cual es la carga media y cuándo se está malgastando. Nuestro esfuerzo por obtener plantas 4.0 nos lleva a controlar estos datos y recopilarlos en nuestro panel de mando para poder analizar los valores y saber si necesitan estar activos o no. Esto solo parte de lo que intentamos hacer con la producción 4.0. También estamos aplicando estos conocimientos en nuestros proveedores, porque si ellos consiguen reducir su consumo también nos beneficia a nosotros.
GP: ¿La edad de vuestras plantas os ayuda a alcanzar los objetivos de la Industria 4.0? BR: En comparación con Estados Unidos nuestras plantas no son tan nuevas, pero las renovamos con cada proceso. CAF One [en Chongqing] es nuestra planta más antigua y el año pasado realizamos grandes inversiones para renovar el taller de pintura. Cuando apliquemos las últimas innovaciones estará al máximo nivel de los estándares de Ford. Del mismo modo, hemos mejorado los sistemas en JMC [en Nanchang], por ejemplo para los modelos SUV o la próxima generación de vehículos comerciales o para el transporte de personas como el Transit Tourneo. Lo hacemos por dos motivos. Tenemos un estándar de calidad único, por lo que todos deben cumplirlo, también en cuestiones como la tecnología de pintura. Estamos viendo cómo los clientes en el sector comercial son cada vez más exigentes y no quieren un simple camión blanco.
La tecnología de pintura está cambiando. Ahora mismo estamos estudiando una nueva tecnología en Tailandia que podríamos incorporar este mismo año. Vamos a movernos rápido con ello porque permite ahorrar energía y además ofrece un aspecto más atractivo, estamos muy ilusionados con esta tecnología. Los costes de material no será inferiores, pero rinde mejor en lo referente a consumo energético.
 Las plantas de Ford en China son operaciones conjuntas de producción con las empresas chinas Jiangling Motors y Changan
Las plantas de Ford en China son operaciones conjuntas de producción con las empresas chinas Jiangling Motors y ChanganUn ejemplo claro: nuestra base de proveedores. Tenemos planes de control, pero no estamos aplicando los datos a la línea, ¿por qué no? Por qué no mirar al mismo conjunto de datos juntos y predecir: “mire, parece que se están desviando de la media aquí. Será mejor que lo comprueben", o si un sistema parece funcionar más despacio. Todos estos datos están ya disponibles. No hemos analizado los datos para que sean útiles para ambas partes. Naturalmente eso requerirá una relación diferente con nuestros proveedores. Tendrá que ser una asociación más horizontal que vertical.
También podemos colaborar en el nivel de inventario porque tendremos una mayor visibilidad y nos podemos comunicar con ellos, "oigan, vamos a modificar el producto, reduzcan el ritmo”. ¿Por qué tenemos que esperar meses para realizar el ajuste? Hay maneras de ser más eficientes y los datos están ahí. Tenemos que conectar a las partes y tenemos que comenzar a trabajar de otra manera, como socios de verdad.





