




























Coherent-ROFIN’s Frank Gäbler explains a new approach to laser welding problematic materials

Although fibre lasers are widely utilised in the automotive industry, there are still some applications that they have yet to penetrate, or in which they deliver less than ideal results. Most commonly, these involve ‘difficult’ materials, such as aluminium or galvanised steel. In particular, the issue with these materials is that they contain alloying metals with relatively low boiling points. This, in turn, makes it difficult to control the precise dynamics of the welding process. This article reviews a new approach to laser welding, called CleanWeld, which enables consistent high quality welding of these problematic materials.
Optimising laser welding
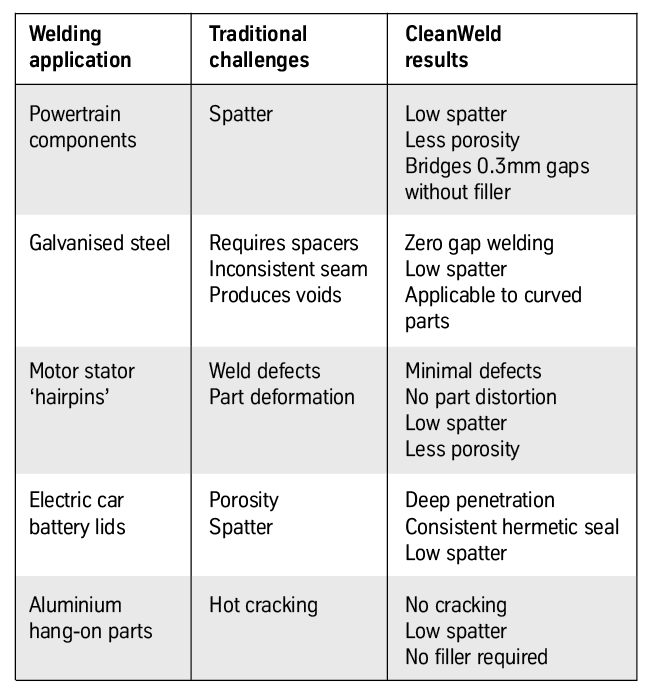
The CleanWeld initiative from Coherent (now including the former Rofin-Sinar industrial laser group), is an integrated approach to fibre laser welding that delivers up to 80% spatter reduction, as well as minimal cracking and porosity. In addition to improved process consistency, it allows some welding processes to be performed with 40% less laser power. The specific benefits of this methodology for some of the applications that have been challenging for fibre lasers are summarised in the table below.
To understand how CleanWeld accomplishes these goals, it is useful to review the basics of the keyhole welding process. As shown schematically in figure 2, a focused laser melts material, creating a ‘keyhole’ of vaporised metal surrounded by molten material, which is held back by vapour pressure.
This is a highly dynamic process, which can easily become chaotic, especially when multiple materials with different boiling points are present in the alloys. For example, lower melting point materials can produce bubbles in the melt pool, which introduces spatter or reduces the porosity of the final weld seam.
The goal is to create and maintain a keyhole and melt pool that are not chaotic and turbulent − this is what produces consistent and superior results. In fact, there are several tools that can be employed to control the various process parameters, and therefore optimise a specific welding process, and this is the essence of the CleanWeld approach.
Increasingly, it has been found that controlling the precise laser intensity distribution (both laterally, and in depth) at the workpiece is probably the single most important factor in manipulating laser absorption in the keyhole (and its subsequent shape and temporal stability) as vapour expansion characteristics are balanced with melt pool dynamics. This is because the laser intensity distribution directly determines the temperature gradient at the workpiece and in the keyhole.
Traditionally, fibre lasers have employed a single, round core fibre, which essentially delivers either a single mode or multi-mode circular spot. Today, there are several approaches that deliver a more complex, non-Gaussian-intensity distribution. These methods range from square (or other shaped) cores to multi-core fibres (such as fibres that consist of two concentric cores).
Next, various process (focusing) optics can be used to further manipulate or change the focused spot size, shape and position. Beyond this, the effective power delivered at a given position on the workpiece surface, and the rate at which it is delivered, can be altered using power ramping, laser modulation and beam motion techniques, such as beam wobble.
To see how all this comes together to improve results, we now examine two common automotive welding applications.
Zero-gap galvanised steel welding
Zero-gap welding of galvanised steel has presented a challenge for laser welding in the past. This is because the zinc evaporates first, creating gas pressure which can blow out the molten steel. This produces an inconsistent weld seam, as well as spatter that needs to be subsequently cleaned, not only from the part, but also the tooling.
This problem has been addressed in the past by either dimpling the material, or adding spacers between the metal sheets, so that there is sufficient space (~ 0.1-0.5 mm) for the vaporised zinc to vent in a controlled manner to the side, rather than the top, of the keyhole. One major challenge with this approach is that it is difficult to maintain a consistent small gap between the sheets with parts having complex, three-dimensional shapes, such as car doors. It is far easier to create fixtures that clamp parts tightly together.
The CleanWeld solution is to use a specialised fibre laser that produces a central laser spot, plus a surrounding ring – an Adjustable Ring Mode (ARM). The laser power in the centre spot and ring can be independently controlled. In this case, the ring is primarily responsible for performing the welding, although it divides the process into two distinct steps contained in a single laser pass. First, the leading edge of the outside ring pre-heats the workpiece, while the additional energy required to perform welding is delivered by the trailing side of the ring. Dividing the supplied laser energy in two and spreading it out over a larger area produces a larger melt pool and reduces the temperature gradient in the material, all of which reduces spatter.
 The specific benefits of CleanWeld
The specific benefits of CleanWeld
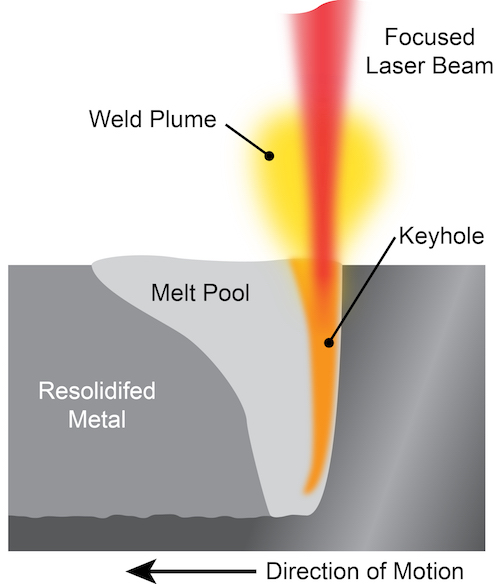 Fig 2: Schematic of laser keyhole welding
Fig 2: Schematic of laser keyhole welding
At the same time, the centre spot maintains the keyhole (at a lower temperature than at the edges), which pushes molten material to the sides. This allows the zinc gas to vent out easily through the centre without producing any spatter, even when the parts are clamped together with zero gap.
Aluminium battery lid welding
Welding of battery lids is a challenging application because it must achieve several somewhat disparate goals. First, the weld must create a hermetic seal which will prevent moisture from ever entering the battery (where it would react with the lithium and might cause an explosion). Also the weld must be mechanically robust to withstand handling, vibration, or even a collision, but the welding process must be performed with finesse. Specifically, it can’t introduce any spatter, because metal particles within the battery compartment could create leakage currents that might short-circuit the device.
The traditional technology utilised for battery lids is laser conduction welding. This approach satisfies the finesse requirements – that is, it doesn’t produce spatter – but the weld depth is limited and sometimes the weld porosity is not low enough to prevent subsequent moisture intrusion. Keyhole welding with traditional fibre lasers provides adequate penetration, but virtually always yields some spattering, as well as some porosity.
The concentric spot configuration of the Coherent ARM laser again provides a solution for this application. Here, the leading edge of the beam heats the aluminium enough to increase its absorption of the applied laser power. Then, the centre of the beam supplies enough energy to create the keyhole, which is stable due to the pre-heating. Plus, the trailing side of the ring beam maintains the keyhole for long enough to let gas escape. This makes the entire process more stable, resulting in consistent penetration depth, and virtually no spatter and porosity.
Conclusion
CleanWeld combines Coherent’s expertise in several different technological areas, including fibre lasers, delivery fibres, focusing optics, and process heads, together with extensive welding process knowledge and in-house applications development capabilities. This gives Coherent a unique ability to manage precisely how laser power is applied in a given situation so as to maximise process control and stability for consistently superior results.
www.coherent.com www.rofin.com
