































Steed Webzell talks to major players in joining, automation and materials technologies to get their take on the future of spot welding

According to a Technavio 2017 report, spot welding is the most popular type of robotic welding, generating more than 48% of overall market revenue. The reasons for this statistic are clear: speed, ease-of-automation, no part distortion, no need for skilled labour, no filler material, uniformity of joint and no edge preparation.
Many rival/complementary processes have evolved in recent years, including gluing, laser welding and riveting, but these are not without their challenges. Take riveting for example. Speeds are typically slower, so more line points are required. Rivet heads are also quite large, so joint access will require some thought. In short, a straightforward swap with spot welding is not easy to achieve.
This observation is seconded by Björn Svensson, manager of the Spot Welding Application Centre at the Gothenburg, Sweden facility of automation specialist ABB.
“Spot welding is the classic joining method for BIW; it is dominant in the automotive industry and likely to remain so, despite some sharing of the marketplace with processes such as gluing and laser welding,” he says. “These processes will not replace spot welding completely, which means a mix of technologies is the likely scenario for the coming years. At least as long as vehicles are made from metal.”
ABB offers up an insight into the global spot welding arena that probably differs from what many might imagine: “As we visit different automotive factories, companies and customers around the world, we notice that although everyone is doing spot welding, they are all doing it differently, even at plants owned by the same automaker.”
This presents a challenge to suppliers such as ABB, which like many in the market prefer to offer a standard solution (ABB SpotPack). “We have to be honest and say that our solution ‘package’ is only taken up maybe 10% of the time,” admits Svensson. “In the remainder of instances, due to market disparities between BIW plants, we end up modifying the hardware or software, or maybe the communications protocols, to suit specific customer requirements.” The challenge is exacerbated as, according to ABB, there is far more pressure on factors such as lead times, uptime, simplicity and energy costs than previously. With regard to uptime, Svensson has observed that most automotive customers are now seeking solutions that contribute to “maintenance-free factories”. [sam_ad id=17 codes='true']
Despite these issues, ABB continues to work hard at meeting customer requirements, in parallel to promoting the company’s standard solutions covering spot-welding processes. ABB’s seventh generation IRB 6700 robot, for instance, remains popular for automotive applications. Of current market trends, Svensson notes the growing demand for connectivity and the development of new materials: “Many assume spot welding is a mature process, but in reality it is still evolving, not just in terms of connectivity, but with regard to joining quality and materials, for example,” he states. “On an almost continuous basis we are seeing new materials come to market. These are typically stronger, lighter, thinner or offered in different combinations.”
Material matters
On the subject of materials, PHS (press-hardened steel) for hot stamping has penetrated the automotive marketplace in recent years. According to material specialist ArcelorMittal, almost all new cars on the road have at least one part made from the company’s patented aluminium-silicon coated PHS. Indeed, some of the safest cars on the road use considerable amounts of PHS in their BIWs, such as the Volvo XC90, which accommodates up to 40%, while the Audi A8 is an interesting example of a premium car switching from aluminium to PHS.
Another example is aluminium-silicon coated AHSS (Advanced High-Strength Steel), ArcelorMittal’s Usibor 2000 is more than 30% stronger than its predecessor. According to the company, this offers weight savings of 10-15% compared with existing hot-stamping solutions, while improving crash performance. Although this sounds highly attractive to design engineers, manufacturing engineers will want reassurances regarding its suitability for spot welding, particularly as the average road vehicle contains around 4,500 spot welds.
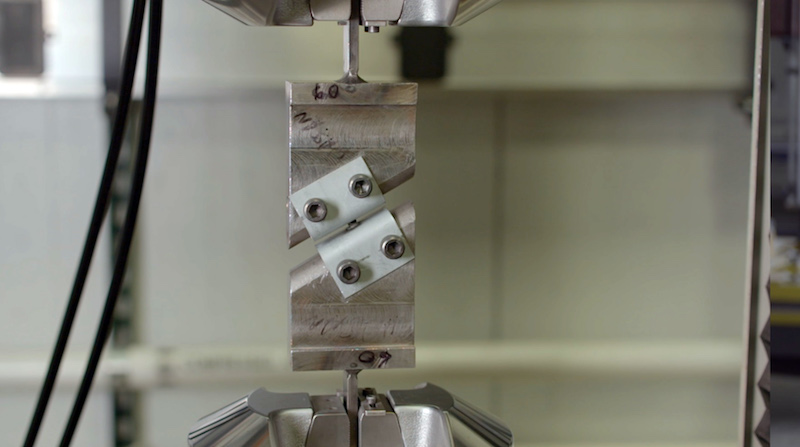 KSII-30 and 60 testing at ArcelorMittal help characterise and model spot-welded joints
KSII-30 and 60 testing at ArcelorMittal help characterise and model spot-welded joints“All new materials have to be welded and second-generation PHS is very different from the earlier generations of steel used for decades previously,” states Dr Hassan Ghassemi-Armaki, senior research engineer, applications technology, automotive product research at the ArcelorMittal Global R&D Center in East Chicago, USA, where the company has a laboratory dedicated to spot welding. “It is our responsibility to ensure that these materials have good weldability and crash integrity; we have to understand and perfect these characteristics before going to market.”
Crash integrity is a good way to determine the success of spot welding. Ultimately, a weld must be able to sustain a load until it yields and then dissipate the kinetic energy from impact in a controlled manner. “Here, characterisation and FEA modelling of spot welds for accurate failure prediction is of vital importance in vehicle crash safety simulations,” says Ghassemi-Armaki. “This also helps to identify optimised weld layout, as well as optimum weld pitch and cycle time, which have a direct impact on assembly plant design and investment.” Intensive characterisation and modelling of spot-welded joints based on tests such as tension shear and coach peel, as well as KSII-30, 60 and 90, show impressive results with respect to the physical behaviour of spot welds failures during full vehicle simulations.
Maintaining a cost-effective process
Welding technology specialists also acknowledge the impact that the latest materials are having on the spot welding arena. A case in point is Lincoln Electric. “Although spot welding technology is very mature, the biggest change we are seeing relates to the materials, particularly Usibor and other extra high-strength steels, which are forcing some adjustments in the market,” says Michael Scott, Lincoln Electric’s sales manager, welding systems. “The challenge here is not just adapting the technology to suit the new materials, but maintaining a low-cost process for the component.”
Although the same type of welding equipment can deployed for both high-strength steel and traditional mild steel, Lincoln Electric says that the development of the weld schedules must be carefully scrutinised to ensure spot-welding success. The process demands the application of different parameters to those with which most manufacturing engineers will be familiar.
“A lot of time, the OEMs themselves will set out the specifications for these processes,” says John Meek, the company’s key account manager. “They will start having their laboratories working on optimisation strategies. It’s really critical; although you are still using resistance welding, if you don’t have it just right you can have a weak weld.”
“Our customers come to us with their parts, regardless of materials, and ask us to develop a welding solution, whether it’s MIG, spot or laser, or even clinching, riveting or adhering,” says Michael Scott who works for Lincoln Electric Automation “We will then put together the process that we feel matches the throughput and assembly requirements, working closely with the robot manufacturers.”
 Lincoln Electric says that spot welding the latest materials demands the application of different parameters
Lincoln Electric says that spot welding the latest materials demands the application of different parametersLooking forward, the company sees scope for further advances in the spot-welding process, particularly with regard to controls. “At this time, we use any type of controller that the customer specifies,” explains Meek. “However, adaptive, closed-loop feedback control systems facilitate higher accuracy and greater choices for users. We are also seeing increased interest in networking and connectivity, and although this has yet to manifest into actual demand, we do anticipate a certain amount of uptake in the near future. Some of our robot partners are really starting to push this effort, particularly with regard to system health management functions such as predictive maintenance.”
Scott adds: “A lot of the systems that we build may encompass 20 spot-welding robots and each one will be linked so we can download various weld programs into the control, as well as connect into OEM systems.
“Over the course of the past few years, spot welding has been one of the fastest growing markets,” he continues. “The growth for robotic spot welding has been higher than that for automated MIG welding, so it’s definitely not a process that’s going away anytime soon. Overall it’s a less expensive process, which will always work in its favour.”
Adapting to individual requirements
Of course, when it comes to technology development, it’s all about spotting trends, as robot specialist Kuka, points out: “With automotive suppliers we have noticed that the degree of vertical integration is increasing,” says Werner Angerer, application product manager at Kuka Roboter. “For their welding tasks, they expect highly dynamic solutions which simultaneously provide sufficient flexibility for adaptation.”
For plants just starting out with welding processes or those intending to implement new welding processes in their production, Kuka’s solution is a standardised, compact cell, which the company says offers a simple modular design with the networking of all components and use of the latest robot and control technology.







