
































Over the past decade, transmission plants around the world have switched to machine-vision inspection for error-proofing the assembly process
Due to the detailed nature of automotive transmission manufacturing and the high cost of errors, vision inspection systems have become key to ensuring high levels of quality and minimising warranty costs. As a result of installing a vision inspection software system, this large vehicle manufacturer has saved time and money through the effective management, in real time, of its part-inspection images. With a high-quality image storage system that fully integrates with inspection cameras, a manufacturer can have a highly reliable system to prevent false rejects, effectively manage warranty claims, monitor part quality in real time, create standardisation across operations, eliminate the need to run challenge parts, and much more.

The case studyA global vehicle-maker with a 2m sq.ft transmission manufacturing plant and 2,000 employees invested $323m into its new six-speed, front-wheel drive transmission assembly line. Prior to implementing a vision inspection system with eFlex Systems and Cognex, this new transmission line and all previous assembly lines were managed with stored images on 50 PCs scattered throughout the plant for gathering, storing and viewing images locally. Engineers were required to visit each storage area to retrieve images associated with a particular serial number. This meant excessive PC lifecycle costs, and ongoing software patches and hardware failures. A lack of PC integration meant that images were transferred via FTP from the camera to the PC without a feedback loop to determine when the PC stopped collecting images, resulting in lost images. This method lacked both diagnostic and reporting capabilities.
Automotive transmissions are very complex assemblies that can quickly be rendered defective by a single faulty component or incorrect assembly operation. Transmission plants have traditionally deployed hundreds of inspectors assigned to view each of the many parts and assembly operations involved in building the final product.
This approach was expensive and dependent upon the diligence of the inspectors. Another limitation was that if a defective transmission was produced, it was always difficult, sometimes impossible, to determine the root cause of the defect. More often than not, when the transmission plant was assessed, charges related to warranty claims.
Vision inspection system Over the past decade, most transmission plants have transitioned to vision inspection systems to error-proof and verify every step in the building process on the assembly line and also realise substantial cost reductions. To address challenges, improve quality and reduce warranty costs, the transmission plant incorporated eFlex Vision to create an integrated environment for managing and retrieving process images. This transmission assembly line now has over 300 Cognex cameras and uses eFlex Vision to process and store approximately 200,000 images per day (with associated data for each part in every stage of the assembly process) at roughly 200 images per minute, into a central system that includes numerous search capabilities.
There is a tool inside the application to facilitate an automated, standardised file-naming convention for every camera. The naming convention facilitates the user to easily sort and search through millions of images to find any number part from any station within seconds.
Benefits of eFlex VisionInstalling inspection cameras without the software to create a vision inspection storage and retrieval system leaves much to be desired, as previously noted. With a vision inspection storage system from eFlex Systems in place, this manufacturer continues to improve quality by identifying problems as soon as they occur, and prevent defective parts from reaching the customer. The diagnostics provided on camera operation reduces the number of false rejects by alerting engineers to problems with camera or vision-system integrity, programming and set-up. Alerts notify users of issues such as when images are not being stored, or when rejects reach a predefined rate. Engineers are empowered to quickly search, view and export images from any operation in the plant from a single web interface. If a quality problem occurs or a warranty claim is made, engineers can quickly identify the root cause of the problem, or provide evidence to prove that the plant is not at fault.
False rejects Although vision inspection cameras are beneficial in determining product defects, they can cause false rejects due to numerous variables, such as supplier parts, lighting, dirt, part positioning, incorrect programming, etc. Therefore, parts detected as defective by the system need to be manually inspected and returned to the process, which is very costly. eFlex Vision provides the manufacturing plant with the required statistical and reporting tools to determine vision-system integrity; and also stores all images in a central location for approximately 12 months.
Running challenge partsTraditionally, vision systems are periodically tested by running challenge parts with specific defects through the vision system. Time and money is required to produce and store challenge parts and downtime is often required to run them through the vision system. These expenses have been avoided with eFlex Vision’s software, in which images of defective parts are stored on a server and can be analysed to test the configuration of the vision system, all while avoiding the expense of creating, storing and running challenge parts.
Managing warranty claimsWhen a transmission is returned with a warranty claim, the archived images can be used to determine whether or not the plant is at fault. If the plant has evidence to prove it is not at fault, then no charges are made. Vision inspection can be hugely beneficial in not only proving no fault in a warranty claim, but also preventing a warranty claim from occurring. Visions systems help prevent defect parts from getting to the customer by providing detailed dimensional information that can be used to identify the root cause of defects and alerting engineering to degrading applications and supplier products.
 The system processes and stores approximately 200,000 images per day along with associated part and stage data
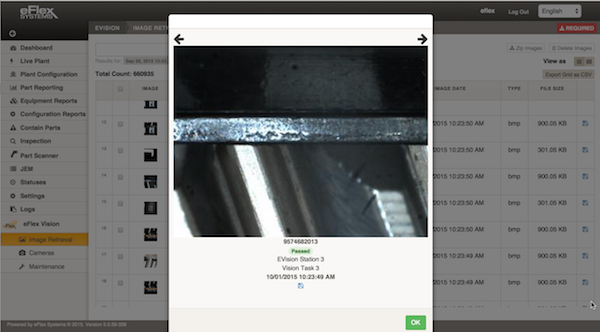
The system processes and stores approximately 200,000 images per day along with associated part and stage dataMonitoring part quality in real timeThrough a web interface, images can be searched by part serial number, station, camera, pass/fail, retry count and date/time range. Images can be viewed in varying formats such as carousel, grid or gallery, or exported to a zip file with a browser image viewer. The server provides real-time information related to server health, such as hard-drive usage, network bandwidth usage, incoming file monitor, non-conforming file monitor, FTP server status and activity monitor. Additionally, the camera connection status, camera image rate, date and time of last file, and other information is monitored. Real-time monitors can be viewed in a dashboard and configured to generate alarms and warnings. The facility has configured predictive reporting and alarming to statistically monitor reject rates, lighting, part-marking grade, part positioning and generate warning and alarm events that notify users of degrading conditions at a particular camera.
Technical specificationsThe solution by eFlex Systems included a Dell EqualLogic storage server with 12 network interface cards and 48 2TB hard-disk drives providing 71TB net storage space. The plant-floor cameras were all modified within two days to FTP files to the eFlex vision server. The file name contains the part number, serial number, station ID, camera ID and a pass or fail field. Every time an image is captured by a camera, the camera notifies the image server. If the image server does not receive the image, an alarm is immediately sent, ensuring that any problem in retrieving images is immediately identified and corrected. The eFlex Vision software and server solution currently has the capability to store 1,500 images per minute.
The transmission plant uses Cognex In-Sight 5000 series cameras for all of its vision-inspection needs. Cognex has an Audit Message service application which runs on a PC and tracks significant events on the camera. When the audit messaging is enabled, cameras send messages to the PC whenever a user logs in, changes a job, puts the camera online or offline and/or changes a parameter.
We are in the process of incorporating these audit trails into the eFlex Vision database. This information will make it possible to provide alerts if the operating parameters of a vision system are changed anywhere in the plant, and also to look back and track changes. As far as we know, no other vision systems offer this capability.


