



























Dentro de sua nova oficina em Neckarsulm, a Audi aplica uma mistura empreendedora de materiais e tecnologias de junção para o seu último sedan de luxo.

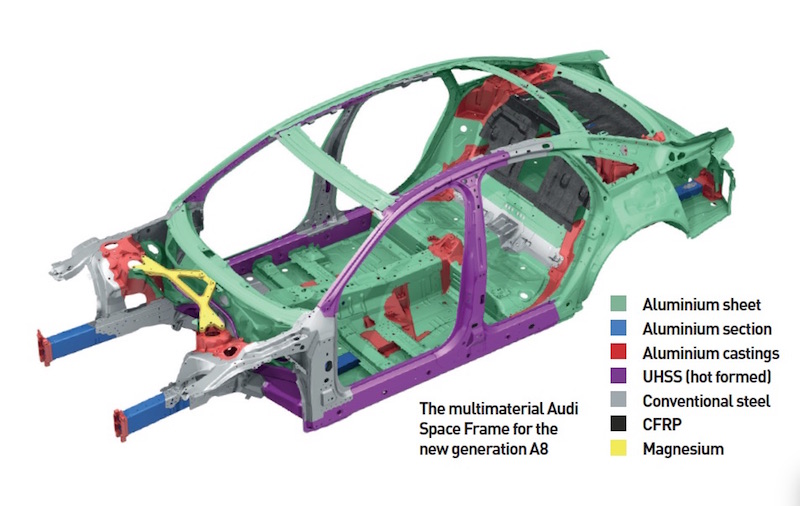
Com a nova geração do A8, a Audi opta pela primeira vez por uma mistura de quatro materiais na estrutura de carroceria de peso do modelo. A estrutura do sedan de luxo é um quarteto de diferentes materiais de design leves - uma mistura de alumínio, aço, magnésio e polímero reforçado com fibra de carbono (CFRP). A Audi vê o movimento como uma nova etapa na construção multi-material que aborda mais do que problemas de peso simples, mas também rigidez torsional - um parâmetro crítico para processamento e acústica.
Quarteto de materiais
Uma combinação de alta resistência de componentes de aço formados a quente compõe a célula do ocupante, que compreende a parte inferior da antepara dianteira, os batentes laterais, os pilares B e a seção dianteira da linha do telhado. Algumas dessas peças de metal em chapa são fabricadas em espessuras diferentes por meio de costuras; outros espaços em branco também são submetidos a um tratamento térmico parcial. Isso reduz o peso e aumenta a força, ideal para áreas críticas de segurança do veículo.
Os componentes de alumínio na forma de nós fundidos, perfis e folhas extrudidas, são elementos-chave característicos do design da carroceria unitária da Audi - Audi Space Frame (ASF) - e formam 58% da nova carroceria A8. As novas ligas de fundição tratadas termicamente e as ligas de perfil atingem valores de resistência à tração significativamente maiores do que os observados anteriormente.
"Com a soldagem a laser, a lente está próxima da solda no ponto mais quente. Com a fumaça, logo fica suja. Neste caso é remoto, você pode executar uma lente por muitas horas. Nós não pensamos nisso logo no início mas é um grande benefício" - Dr Bernd Mlekusch, Audi
Em termos de suas dimensões gerais, um painel traseiro CFRP rígido de alta resistência e torsão é o maior componente na célula ocupante do novo A8. Ela contribui com 33% para a rigidez torsional do total veículos, absorvendo cargas longitudinais e transversais e forças de corte.
Para a sua construção, o painel tem entre seis e 19 camadas de fibras colocadas umas sobre as outra, cada camada consistindo de fitas de 50mm de largura. É um processo inovador de camada direta de fibra desenvolvido para dispensar o passo intermediário normal de fabricação de folhas inteiras de fibra de carbono. Usando outro processo novo, o painel em camadas é embebido com resina epóxi e curado dentro de alguns minutos.

Concluindo a mistura de materiais está o suporte de magnésio. Uma comparação com o modelo anterior revela que ele contribui com uma economia de peso de 28%. Novamente para a rigidez de torção, os parafusos de alumínio protegem a conexão às cúpulas da torre de suporte. Em uma colisão frontal, as forças geradas são distribuídas para três amortecedores de impacto na parte frontal.
Forças de união
Juntamente com a reconstrução completa do Audi da ASF, o site de produção da fábrica A8 de Neckarsulm também foi reconstruída, uma oficina de 41 metros de altura que abrange uma área equivalente a 21 campos de futebol. No interior da oficina, participam 14 processos de junção diferentes, incluindo bainhas de rolo, rebites de punção e soldagem a laser de alumínio remota, que a Audi afirma ser a primeira no mundo.
O rolamento de costura é usado em todo o recorte da porta dianteira e traseira. A técnica permitiu que a Audi melhorasse o campo de visão do motorista em torno do pilar A - os engenheiros ganharam 36 milímetros nos recortes das portas em comparação ao modelo predecessor, o A8.
O rebocador de aperto que fixa o quadro da parede lateral na sua posição, acompanha o processo de rolamento, por sua vez, apoiado por ligações estruturais. O desenvolvimento e a adaptação dessas tecnologias de junção nesta aplicação possibilitaram o uso do conceito de material no novo A8 e combina a estrutura de parede lateral de alumínio com as chapas de aço de alta resistência formadas a quente no pilar B, a linha do telhado e os rebordos com suas flanges finas.
Dr. Dominik Hussmann, que veio para o especialista em tecnologia da Audi Neckersulm, explica que o rebite do aperto sempre faz parte do ASF, mas a Audi ajustou a geometria do rebite para apenas alguns milímetros. Ele diz: "Conseguimos estreitar e cortar esse pilar B para que a entrada da porta fosse muito mais ampla. Resolvemos isso combinando três tecnologias em alumínio e aço de alta resistência".
O lado é conectado por quatro rebites de aperto em quatro posições selecionadas, penetrando três elementos. Dr. Hussmann acrescenta: "A sequência dos componentes é crucial para tornar o processo viável. O material na parte inferior é maleável, deformando sem fissuras ou rachaduras enquanto o aço no meio também deve acomodar o rebite".
Soldagem sábia
Com soldagem a laser remota de alumínio, a Audi está confiante de que desenvolveu uma abordagem não usada por outros fabricantes de automóveis premium. A tecnologia oferece vários benefícios.
O posicionamento preciso do feixe de laser em relação à borda de soldagem reduz consideravelmente o risco de queima a quente porque a entrada de calor pode ser controlada de perto. O tamanho do espaço entre as peças que estão sendo unidas pode ser imediatamente determinado e efetivamente preenchido por meio do controle do processo. A elevada taxa de alimentação do raio laser e o baixo consumo de energia ajudam a reduzir as emissões de CO2 em cerca de 25%.
A Audi diz que a soldagem a laser remota resulta em uma economia de 95% nos custos recorrentes na produção em série porque elimina a necessidade de controles de processo onerosos associados à soldagem convencional a laser.
Dr. Bernd Mlekusch , chefe do centro de design leve da Audi, diz: "É mais barato devido a dois fatores: o fluxo [menos substância é necessária] e a lente. Com a soldagem a laser, a lente está próxima da solda no ponto mais quente. Com a fumaça ela logo fica suja. Neste caso é remoto, você pode executar uma lente por muitas horas. Nós não pensamos nisso no início, mas é um grande benefício. "O feixe não perfura o material mesmo no início - o algoritmo do sistema de Audi controla a produção de energia.
Dr. Mlekusch acrescenta: "Com as novas tecnologias, estamos sempre procurando o próximo projeto. Além disso, os garotos da produção devem saber que funciona em série com 99% de confiabilidade. O processo de lançamento está em curso, então, ocasionalmente, temos que perturbar as linhas normais com algo novo que queremos experimentar."
Audi Space Frame A8 usado nos canais de drenagem de água na parte traseira do novo A8, a Neckarsulm adotou um desenvolvimento adicional do processo convencional de soldagem MIG de alumínio com base no processo estabelecido de CMT (transferência por metal frio). A abordagem é uma modificação geométrica do bico de gás inerte, que permite alcançar velocidades de processo de até 50 mm/s e uma aparência de solda muito fina. Comparado a soldagem MIG convencional, ele dá um aumento triplo na velocidade para aplicações equivalentes, com entrada de calor consideravelmente reduzida e menor risco de distorção de componente. Para garantir que o fio de solda seja posicionado na borda do componente com a precisão necessária, o processo é realizado em combinação com um sistema para detecção automática de costura e rastreamento de costura.
A Audi vê soldagem por pontos de resistência (RSW) de alumínio como um processo de junção altamente versátil, ajudando a melhorar a estabilidade do processo e a reprodutibilidade dos resultados de soldagem. O uso de pinças de soldagem com forças de elétrodo mais altas permite reduzir as aderências indesejáveis do eletrodo de cobre sobre o componente de alumínio. Finalmente, a soldagem a laser - considerada pela Audi como uma característica clássica dentro de suas oficinas de carroceria - é usada para unir o telhado às paredes laterais.
A construção de um novo edifício na fábrica da Neckarsulm deu à Audi a oportunidade de adotar tecnologias voltadas para um fluxo de produção altamente automatizado, complexo e eficiente. O resultado foi uma planta composta por 500 robôs, 90 sistemas adesivos, 60 máquinas para parafusos auto-roscantes, 270 sistemas de rebitagem por punção e 90 pinças de soldagem por pontos de resistência.
As novas pinças de soldagem por pontos são alimentadas por motores elétricos e pesam 35kg menos do que as anteriores, permitindo a implantação de robôs menores que, por sua vez, significam menos eletricidade. A Iluminação LED e conceitos inteligentes para ventilação e desligamento de equipamentos reduziram ainda mais os requisitos de energia.
Em termos humanos, cerca de 500 pessoas trabalhando em três turnos são empregadas na nova oficina da A8. A maioria trabalha na área automatizada juntamente com robôs e outros na área manual nas linhas de parafusos e de acabamento.
Fácil como A, B, C
A superestrutura da carroceria ASF começa com os conjuntos soldados mais baixos, incluindo os membros longitudinais, formando a base para os módulos de carroceria dianteiro e traseiro. O último é produzido em um nível separado do site. O próximo passo mostra os dois subconjuntos misturados com os painéis do piso.
 O painel traseiro do CFRP é o maior componente na célula ocupante do novo A8
O painel traseiro do CFRP é o maior componente na célula ocupante do novo A8O painel traseiro CFRP é instalado no carro durante a montagem final - já equipado com todos os componentes e subconjuntos, incluindo os altofalantes, a grelha traseira, os cintos de segurança de três pontos e o apoio de braços central. Um instalador usa um dispositivo de manipulação para puxar o painel através da abertura da janela traseira e dentro da carroceria. Um adesivo estrutural de dois componentes para evitar a corrosão por contato é usado em conjunto com rebites instalados manualmente para unir o painel traseiro aos componentes metálicos.
Nas estações de geometria e de enquadramento, as peças são posicionadas e alinhadas para o processo de soldagem. A carcaça da carroceria é transportada para um edifício adjacente onde as portas e as tampas - produzidas com antecedência - estão à espera para serem instaladas.
A carroceria prossegue através da linha de chegada no nível abaixo e é transportada para as oficinas de pintura adjacentes. Após a pintura cataphoretic, o ASF do metal é curado em um forno para que as ligas de alumínio alcancem sua força final.
Verificação cruzada
Através de 20 portais distintos, o equipamento de medição laser a laser verifica a precisão dimensional da carroceria ASF. A primeira estação examina a subestrutura do módulo traseiro e a estação final a superestrutura acabada. Acima e além dessas medidas, a Audi Quality Assurance realiza testes pontuais de componentes, subconjuntos e até mesmo carrocerias completas.
 Jan Philipp Weberpals de Audi configurando o sistema remoto de soldagem a laser
Jan Philipp Weberpals de Audi configurando o sistema remoto de soldagem a laserDois CMMs são implantados na tarefa, trabalhando com sensores táteis e ópticos, uma célula de medição óptica de ultra alta resolução, um sistema de imagem de ultra-som e um tomógrafo de computador grande (TC). A imagem ultra-sonográfica e a TC permitem aos especialistas testem muitas articulações na carroceria sem ter que separá-las. No entanto, os métodos tradicionais de teste destrutivo e a auditoria de superfícies ainda fazem parte do processo de garantia de qualidade da Neckarsulm.
Desde a primeira geração do Audi A8, o Audi Space Frame (ASF) vem gerando forte impulso para o design leve em automóveis. Desde então, a marca premium construiu mais de um milhão de carros de produção de acordo com este princípio de projeto, e tem consistentemente construído sobre o seu know-how no uso de materiais e técnicas de junção. O resultado são as carrocerias cujo baixo peso e alta rigidez constituem a base para um maior desempenho, eficiência e segurança.





