
































Welding zinc coated steels presents a variety of challenges. Lincoln Electric’s Global Industry Segment Director for Transportation Tim Hurley explores the solutions
As engineers and designers respond to the need to decrease vehicle weight while maintaining or improving crash worthiness, automotive manufacturers are using more high strength steels in their chassis, interior and body structure components. These thinner sections still need to meet minimum corrosion standards and the industry often specifies zinc-coated steels on many new vehicle platforms.
Challenges
Even though a hot-dipped galvanised or galvannealed coating can extend the corrosion life of the base material, the zinc-coating itself acts as a contaminant to the arc welding process that is needed to join that base material to other components. As zinc vaporises at roughly 900º C, it creates a gas that can be trapped as weld metal is solidifying. This trapped gas pocket results in porosity which will reduce the weld metal strength and decrease fatigue life for the welded joint.
Four primary factors related to the base material and welding process will have the greatest impact on successfully joining zinc-coated components in production:• The amount of surface zinc on the base material directly correlates with weld metal porosity.• Variations in coating thickness that are inherent in the production of galvanised steel will cause variable results.• Faster solidification of the weld metal pool can trap zinc vapour and increase porosity levels.• Stability of the arc welding process will help reduce porosity and can also reduce the weld spatter that occurs from arc instability.
In addition to the challenges of mechanical integrity created by zinc vapours and porosity, other side effects of welding over zinc include: decreased travel speed and productivity, increased weld spatter on parts and tooling, higher consumption rates of torch components and higher repair rates with resulting increases in labour costs.
To address these growing challenges related to the welding of zinc-coated steels, Lincoln Electric, after extensive research and development in conjunction with automotive industry partners, has developed a range of welding process solutions. These can provide consistent weld quality that meets and exceeds OEM standards while maintaining high levels of productivity. These welding solutions combine engineered filler metals with advanced welding technology.
Conventional solid wires
The vast majority of automotive arc welding applications involve the GMAW (Gas Metal Arc Welding) process. Uncoated steels have been traditionally joined with conventional, mild steel filler metals and a variety of welding process options that produce linear travel speeds ranging from 8 mm/sec up to 25 mm/sec (20–60 in/min).
However, as zinc-coated steels are introduced into these same component structures, the operating window for successfully joining these steels is dramatically reduced. Travel speeds need to be significantly slower, weld spatter increases to at least five times its usual level, and only a select few process options can provide the arc stability necessary to create proper welds on a consistent basis.
To optimise arc stability, Lincoln Electric has developed two GMAW pulse process modes that operate with a fixed pulse frequency. The fixed frequency helps to deliver filler metal droplets that are consistent in size and heat input, which provides the consistent solidification rate that is critical in allowing the zinc vapour to escape before being trapped as a weld defect.
Lincoln Electric’s Precision Pulse mode is included in all Power Wave machines and has been successfully applied on galvanised automotive components for many years. Typical travel speeds range from 10 to13 mm/sec (25-30 in/min), depending on the material thickness and coating weight.During the past year, that same arc stability approach has been applied to Lincoln Electric’s Rapid X mode, which combines the high speed attributes of the RapidArc pulse waveform with the spatter reduction of Lincoln Electric’s STT (Surface Tension Transfer) process. These added features enable the Rapid X process to reduce weld spatter even further, while delivering filler metal droplets in a low-voltage, lower heat input manner that further improves arc stability and reduces the level of zinc interaction. Initial testing has shown a successful travel speed range between 12 and 15 mm/sec (28-35 in/min) with zinc coating thickness still the determining factor.
Optimised process solution – Process Z
Recognising that the automotive industry was preparing to introduce more zinc-coated components, Lincoln Electric made the commitment more than five years ago to create a process that would combine the best possible solution for filler metals with an optimised welding output designed specifically for welding of zinc-coated steels. The result of that commitment is Process Z.
Engineered electrode technology
Traditional mild steel solid welding wires are very limited in their chemical composition, which led Lincoln Electric to design a specific metal-cored wire to include additional elements that allow for slower weld metal solidification.
That slower solidification rate allows the zinc vapour to escape more easily and also allows for higher travel speeds.Additionally, elements can be added to the cored wire mix that will promote arc stability when welding over zinc-coated steels. This engineered filler metal is known as Metalshield Z.
 Advanced technology waveform
Advanced technology waveform
In order to fully optimise the overall process for zinc-coated steel and to take advantage of the Metalshield Z electrode technology, Lincoln Electric developed an AC waveform specific to the Metalshield Z wire. This AC output is the best choice because it reduces the amount of penetration and zinc interaction with the base material and further stabilises the arc, reduces spatter generation and improves travel speed. This specifically designed waveform is called Rapid Z.
Process Z
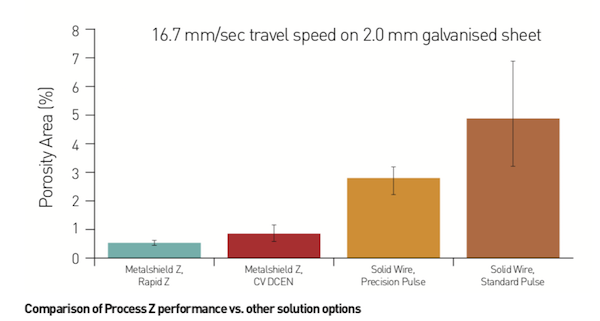
The combination of both electrode and equipment technology provides an optimised solution that will produce more predictable, repeatable results while at the same time delivering greater productivity. Typical travel speeds for Process Z range from 15 to 17 mm/sec (35-40 in/min) while also delivering porosity results that are well within OEM acceptance standards and superior to the results produced by the best solid wire processes available. Experience has shown that no equipment technology alone when combined with solid wires, can produce repeatable, acceptable results at 17 mm/sec (40 in/min) travel speeds in production.
A spectrum of solutions
When processing a new vehicle platform or component, automotive OEMs and Tier One suppliers can consider multiple options when confronting the many challenges of welding zinc-coated steels.
Whenever possible, test traditional assumptions for travel speed and throughput for uncoated steels, as experience has shown that a significant decrease in travel speed will be necessary in order to produce high quality components. The most important part of this validation process is to use the actual steel grade and coating thickness that is specified for production parts.
When using more traditional GMAW processes, component manufacturers should perform advanced testing and evaluations to confirm that the welding output and wire combination will provide repeatable and predictable results. Specific modes such as Precision Pulse and Rapid X can be highly effective within the limits that solid wires and their inherent solidification rates allow.
If advanced testing is being done, it is also advisable to consider the economic benefits of using Lincoln Electric’s Process Z: higher first-time quality, higher productivity, consistency and repeatability. These benefits will help you meet the challenges associated with the welding of zinc-coated steel.






