






















在内卡苏尔姆新建汽车车体修理厂内,奥迪公司在最新款豪华轿车上,大胆地将材料混合与结合技术完美融合。

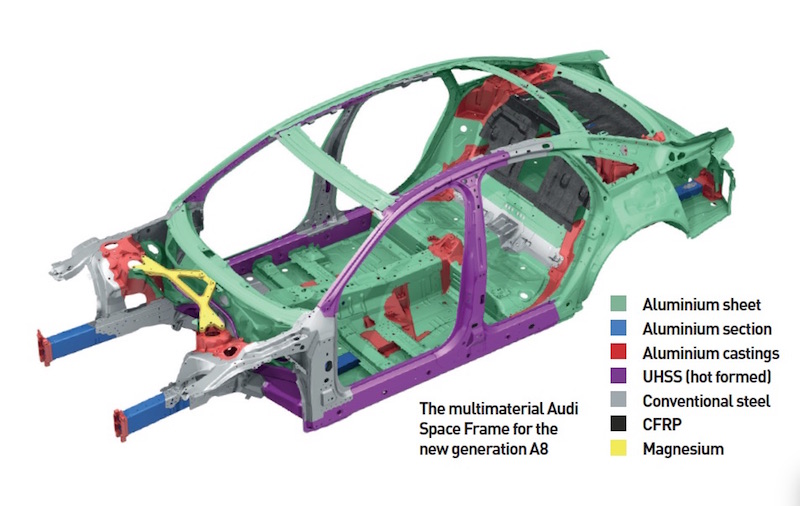
随着新款A8汽车的诞生,奥迪公司首次在车型称重车体机构上混合采用4种材料。这款豪华轿车的机构实际就是轻质设计材料四重奏 — 即混合使用铝、钢、镁和碳纤维增强塑料(CFRP)。奥迪公司将其视为多种材料结构上的新台阶,它不仅能够解决重量问题,还能解决抗扭力度问题 — 这是操控和声学中的关键参数。
材料四重奏乘客舱由热成型钢组件高强度组合制成,包括前舱壁下段部分、侧梁、B柱和车顶线前段。有些钢金属板材制造的厚度不同;有些板材还要进行特殊的热处理。这能降低重量,提高强度,是汽车制造高安全性能要求的理想材料。
在铸造节点、挤压型材和板材上使用铝材组件,是奥迪整体车身设计(Audi Space Frame)的关键因素,构成新款A8车身58%。新的热处理铸造合金和版型合金的抗拉强度值明显高于之前的材料。
"使用激光焊接术,镜头可以靠近焊接最热点。由于烟雾,很容易变脏。但在这里,你可以远程使用镜头多个小时。我们起先并没有想到这一点,却带了很多优点" - Dr Bernd Mlekusch, Audi
在总尺寸上,超高强度、抗扭刚度CFRP材料后挡板是新款A8汽车乘客舱最大的组件。它占据整个汽车33%的抗扭刚度,吸收纵向和横向的负荷与切力。
在结构上,面板上使用6至19个纤维层,一层一层的,每一层都含有50mm款的边带。这是一种新型直接纤维粉层工艺,可以省掉通常的整个碳纤维面板制造的中间过程。使用新工艺,每一层面板就能就跑环氧树脂,几分钟就能固化。

完成材料组合的是镁材支撑柱。与之前车型相比,这种材料可以减重28%。而且在抗扭刚度方面,铝材螺栓可以完美接合到strut tower domes上。在正面碰撞时,产生的力量可以分配到前段3个缓冲区。
力量的接合除了奥迪公司在开发ASF之外,A8内卡苏尔姆工厂还完成了重建。一个41米长的汽车车体修理厂就占据大约21个足球场的面积。在汽车车体修理厂里面,正在演绎着14个不同的接合工艺,包括机器人包边、夹具冲压铆合、以及远程激光焊接铝材,奥迪公司称,这些都是世界首例。
机器人包边技术是在车门保险开关前后整体上使用。这个技术可以提高奥迪汽车驾驶员在A柱周边的视野 — 与之前A8车型相比,新车的车门保险开关厚度增加36mm。
夹具冲压铆合用于固定侧壁构架,与机器人包边相伴,反过来由结构粘结支撑。这些接合技术的开发和应用,使新款A8材料理念得以实现,而且可以将铝材侧壁构架于热成型高强钢板材接合在B柱、车顶弧线和梁柱上。
奥迪内卡苏尔姆工厂结合技术专家Dr Dominik Hussmann解释说,夹具冲压铆钉一直以来都是ASF的一部分,但是奥迪公司调整了铆钉集合机构,只有几毫米长。他说:“我们已经缩短B柱,使车门入口更加宽阔。我们使用三种技术,将铝和高强钢接合在一起。”
侧壁使用4个夹具冲压铆钉在4个位置上连接,贯穿了3个因素。Dr Hussmann补充说:“组件的顺序对制造流程的可行性非常关键。底部的材料是可塑的,变形的时候不会产生裂纹或裂缝,而中间的钢材还必须容纳铆钉。”
[sam_ad id=17 codes='true']
智慧焊接有了铝材远程激光焊接,奥迪公司很有信心已经开发出一种其他高端汽车制造商还未出现的方法。这种技术能够带来诸多好处。
与焊缝边缘相关激光光束的准确定位能极大降低热裂风险,因为这种技术可以近距离控制热输入。零部件之间的缝隙可以及时检测并通过流程控制及时填充。高速激光束加料,以及低能耗,能降低大约25%的二氧化碳排放。
奥迪公司称,采用远程激光焊接,可以在系列生产中产生95%的复发性费用,因为该技术取消了传统激光焊接所需的高昂流程控制。
奥迪公司轻质设计中心主任Dr Bernd Mlekusch说,“这种技术耗资更低是因为两个因素 — 流量(需要更少的物质)和镜头。使用远程焊接,镜头可以接近焊接最热点。因为烟雾,镜头会变脏。但这里使用远程,一个镜头你可以使用多个小时。我们起先并没有想到这一点,但是这却是带来诸多好处。”光束并不会刺穿材料,甚至在最开始也不会 — 奥迪公司的系统运算控制能源输出。
Dr Mlekusch补充说:“有了新技术,我们还在寻找下一个项目。而且,生产部门的家伙得知道,这个技术的可靠性可以达到99%。释放过程还在继续,因此我们不得不偶尔打扰正常生产,尝试一些新的东西。”
在内卡苏尔姆工厂新款A8的后部,采用了排水沟。工厂进一步开发传统的铝材MIG焊接工艺(建立在CMT技术之上)。这个方法是对惰性气体喷嘴进行了几何学改装,使操作速度提高到50mm/秒,产生良好的焊接光束。与传统的MIG焊接相比,该技术在速度上可以达到三倍,极大降低了热输入,以及组件变形的风险。为了保证焊丝处于组件边缘,达到精确性要求,流程中综合了自动光束检测与光束跟踪系统。
奥迪公司发现,铝材的接触点焊(RSW)是一种万能接合术,能够提高流程的稳定性和焊接结果再生。使用具有高电极压力的焊钳,能够降低铜电极在铝材组件上的不 良粘连。最后,激光焊接 — 这被奥迪公司视为汽车车体修理厂的经典特性 — 将车顶结合到侧壁上。
内卡苏尔姆工厂有一个新建筑,奥迪公司可以在里面采用高度自动化新技术,以及复杂高效的生产流。结果就是,工厂拥有500个机器人、90个粘合系统、60个自攻螺钉机械,270个冲压铆合系统和90个接触点焊钳。
新的电焊钳采用电动马达,重量35公斤,比之前的还要轻,可以部署小型机器人,反过来也可以节省电力。LED照明,通风智能理念,以及设备关闭进一步降低了能源需要。
在人力方面,新建A8汽车车体修理厂里,大约有500名工人以3个班工作。大部分工作都是在自动化区域里与机器人一同完成的,还有一些在螺栓紧固及抛光人工区域。
最基础最简单ASF车体的上部结构是以低端焊接部件开始的,包括车架纵架,构成车身组块前后端的基础。后者是在单独的产地生产的。下一步就是讲两个组件与地板组合。
乘客舱是在这个底座之上成型的:即A柱、B柱、C柱,以及内外门板,与车顶相连。
 The CFRP rear panel is the largest component in the new A8’s occupant cell
The CFRP rear panel is the largest component in the new A8’s occupant cellCFRP后挡板在最后装配的时候安装到汽车上 — 这之前就一斤干装好所有的组件和部件,包括扬声器、后窗、三点安全带和中央扶手。钳工使用搬运装置来拉动挡板,闯过后窗,进入车身。两件式结构粘合剂可以避免在人工接合铆钉与后挡板金属组件时的隙间腐蚀。
在几和与构架工作站里,零部件被拿过来用于焊接。车身本体则被送到相邻的建筑物内,车门和车盖 —已经在这里提前生产— 等待下一步的安装。
车身经过下层的表面处理生产线,并运输到旁边的喷漆车间。在阳离子电泳喷漆之后,金属ASF在炉子里进行硫化,铝合金最终达到所需强度。
交叉检验经过20个不同的大门,内部激光测量设备检测ASF车体的尺寸精度。第一站检测后侧模块子结构,最后一站是完整的上层机构。除了这些检测之外,奥迪质量保证中心还要对组件、部件、甚至是整个车身进行当场测试。
 Audi’s Jan Philipp Weberpals configuring the remote laser welding system
Audi’s Jan Philipp Weberpals configuring the remote laser welding system任务重部署了两个CMM,与触觉及视觉传感器、超高分辨光学测量单元、超声成像系统和大型计算机断层绘图仪(CT)一同工作。超声成像与CT能够让专家们测试很多车身节点,而不需要拆开。然而,传统的破坏性测试方法和表面审计仍然是内卡苏尔姆工厂质量保证程序中的一部分。
从第一代Audi A8汽车以来,Audi Space Frame(ASF)就一直在为轻质汽车设计而创造强大的动力。从此,这个高端品牌按照这个设计原则,制造了100多万辆汽车,并不断在材料与接合技术上再创新高。车身重量减轻了,强度提高了,汽车体现出更强的性能、效率和安全性。